
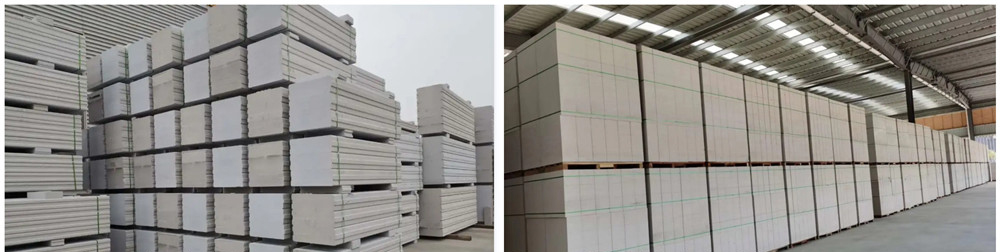
ALC wallboard is made of fly ash (or silica sand), cement, lime, etc. as the main raw materials. It is embedded with double-layer two-way welded steel mesh treated with anti-rust and anti-corrosion technology, which can meet different structural design requirements. After high-pressure steam Cured porous concrete forming board.
ALC board can be used as both wall material and roof panel. It is a new type of building material with superior performance. Because the board has the advantages of light weight and high strength, wider use area, fast construction speed, short construction period, strong hanging force, direct groove and buried pipeline, easy to decorate, and has good fire prevention, sound insulation, heat insulation, moisture resistance, environmental protection, Economical, anti-seismic, anti-penetration, anti-aging and many other advantages, can be widely used in concrete structure and steel structure residential, office buildings, schools, hotels, hospitals, shopping malls, supermarkets, factories, agricultural greenhouses, commerce, industry and other commercial and civil buildings .
Shandong Tianyi Machinery's autoclaved aerated panel production line is divided into several stages according to the production sequence: raw material preparation, steel bar processing (aerated sheet), batching, pouring, static stop, cutting, autoclaved curing, and autoclaving.
1. Raw material preparation
In the production of air-entrained concrete, siliceous materials such as sand and fly ash are first ground. According to the requirements of raw materials and technological characteristics, some are dry-ground into powder, some are wet-milled with water to make pulp, and some are mixed with lime. Wait for mixing. There are two ways of mixing: one is dry mixing to prepare cement; the other is wet grinding with water, which is mainly used to improve the characteristics of fly ash or sand, which is called hydrothermal ball milling. Most of the purchased lime is in the form of lumps, so the lime must also be crushed and ground. Gypsum is generally not ground separately, or mixed with fly ash and ground together, or mixed with lime and ground together, or a ball mill can be used with a lime wheel. Other auxiliary materials and chemicals are often prepared for use. The raw material preparation process is the preparation process of the ingredients, the reprocessing of the raw materials to meet the technological requirements and the process of homogenization of the reserves before the ingredients are completed. link.
2. Rebar processing
Rebar processing is a unique process for the production of aerated concrete panels, including rust removal, straightening, cutting, welding, paint preparation, paint dipping and drying of steel bars. Reinforcing steel is the structural material for the production of aerated concrete slabs. Process control not only affects product quality, but also directly affects the structural performance and safety of buildings.
3. Reinforcement mesh assembly
The steel mesh assembly process is to put the anti-corrosion treated steel mesh into the mold according to the size and relative position required by the process, and fix it for pouring.
4. Ingredients
Batching is to measure various raw materials prepared and stored for use, adjust temperature and concentration, and measure and prepare a small amount of mixed materials on site, and then feed them to the stirring equipment in sequence according to the process requirements. Batching is a key link in the process of aerated concrete, which is related to the ratio of the active ingredients between the raw materials, and whether the fluidity and viscosity of the slurry are suitable for the gasification of aluminum powder and the normal hardening of the green body. In short, it has the most direct impact on gas expansion, hardening process and product performance.

5. Pouring
The pouring process is one of the unique production processes that distinguish air-entrained concrete from other types of concrete. The pouring process is to mix the materials put into the mixer after the previous batching process is measured and adjusted to make a slurry that meets the requirements of time, temperature and consistency specified by the process. Pour into the mold. At this time, if the plate is produced, the assembled steel mesh has been placed in the mold. The slurry undergoes a series of physical and chemical reactions in the mold to generate air bubbles, which expand, thicken and harden the slurry. The pouring process is an important process to form a good pore structure, and together with the batching process, it constitutes the core link of the aerated concrete production process.
6. Stop
The static stop process is mainly to promote the slurry after pouring to continue the process of thickening and hardening. In fact, this process starts after the slurry is poured into the mold, including two processes of gas expansion and green body maintenance, so that the material can be cured. The slurry is gassed to form a green body, and the green body reaches a certain strength for cutting. There is not much operation in this process, and vibration should be avoided. At the same time, strict attention should be paid to the change of the slurry during the gas generation process and feedback to the batching and pouring process, because the main defects of the green body are generated in this process, such as collapse mold, blank Body cracking, suffocation, etc.
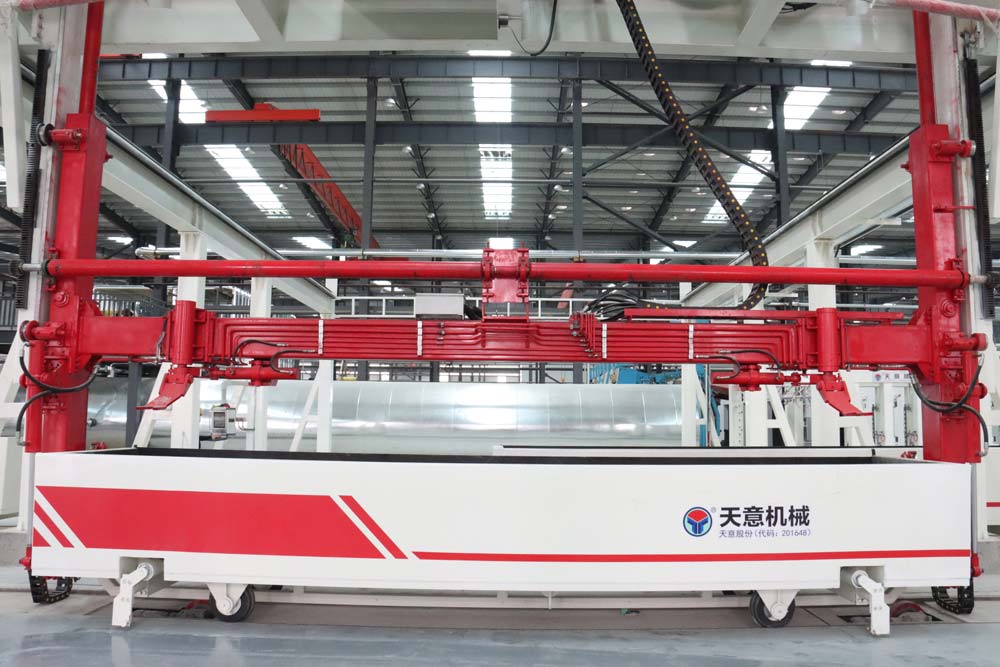
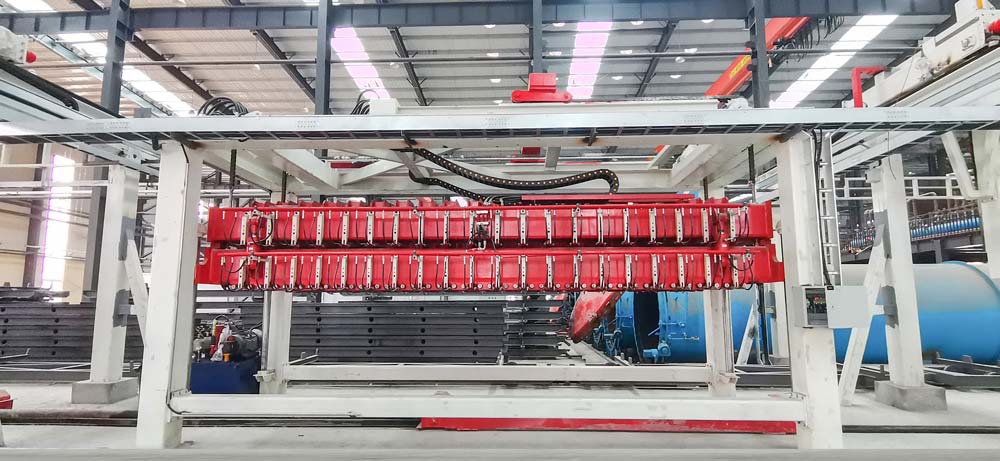
7. Cutting
The cutting process is to divide and shape the aerated concrete body to make it meet the requirements of the appearance size. The cutting process embodies the characteristics of aerated concrete, which is easy to carry out large-scale molding, flexible and diverse in shape and size, and can be large-scale mechanized production. It is also a prominent advantage of aerated concrete that is different from other concretes. The cutting work can be carried out mechanically or manually. In order to improve production efficiency and product quality, special cutting machines have been designed, which constitute the core of the aerated concrete production process and form different patented technologies. The cutting process directly determines the appearance quality and certain intrinsic qualities of the aerated concrete product.
8. Autoclave curing
The autoclave curing process is to perform high pressure steam curing on the aerated concrete body. For air-entrained concrete, only after a certain temperature and sufficient time of curing, the green body can complete the necessary physical and chemical changes, thereby generating strength and meeting the needs of building construction. This process is usually carried out at above 174.5 °C. Therefore, a well-sealed autoclave is commonly used, and saturated steam with a certain pressure is used for heating, so that the green body can fully complete its hydration reaction under high temperature and high humidity conditions. The required hydration products make the aerated concrete have certain strength and other physical and mechanical properties. The autoclave curing process determines the final formation of the intrinsic properties of the aerated concrete.
9. Out of the kettle
The kettle is the last process in the production of aerated concrete. Including product discharge, hoisting, inspection, packaging, cleaning and oiling of trolleys and bottom plates, to ensure the supply of qualified products to the market and the normal progress of the next production cycle process. With the market requirements for product appearance and urban management requirements, more and more aerated concrete plants have begun to package aerated concrete products, and the corresponding packaging has also changed from simple packaging to adding packaging machinery, using thermoplastic packaging.

 魯公網安備 37088202000031號
魯公網安備 37088202000031號  免费黄色一级片视频网|
欧美日韩丝袜一区|
国产丝袜av一区二区三区|
日韩制服丝袜av在线播放|
精品日韩欧美综合亚洲|
久久亚洲av午夜麻豆精品
|
91大神亚洲影视在线|
亚洲中文av一区二区三区|
中文字幕欧美一区|
国产成人亚洲欧美二区综|
美女午夜福利视频网站|
91精品国产剧情欧美一区二区|
成人精品欧美日韩一区二区三区|
国产精品嫩草影院一二三区入口|
果冻传媒mv国产推荐视频|
精品九九久久电影|
久久久久人妻精品一区三寸|
亚洲国产欧美日本综合天天看|
在线观看国产亚洲日本|
欧美xxx视频一区二区三区|
国产真实乱人偷视频在线观看|
国产精品免久久久久毛片|
日本二区三区四区高清|
国产欧美日韩久久综合精品
|
日韩精品一区二区三区口区|
老司机精品一区在线视频|
国产欧美日韩精品二三四区|
日韩精品视频美在线精品视频|
亚洲乱码一区二区三区国产精品|
日本欧美一区二区三区视频麻豆|
国产91精品亚洲|
欧美日韩亚洲一级片|
国产亚洲精品久久国产剧情|
精品久久久久久久午夜剧场|
黄色免费久久网站|
成人午夜免费国产|
亚洲美女福利在线观看|
国产精品人妻午夜福利|
久久精品一级黄色大片|
99精品国产一区二区三区|
日本欧美三级高清视频|
人妻久久久久免费精品|
亚洲欧美自偷自拍另类|
麻豆国产精品高中生视频|
日本欧美麻豆精品|
亚洲中文字幕日韩经典空组
|
91欧美一区二区日韩精品久久久|
亚洲精品国产成人久久av|
亚洲国产一区二区午夜福利
|
欧美日韩免费高清在线观看|
亚洲欧美国产免费综合视频|
国产精品久久久久久绯色|
成人在线免费观看av|
亚洲国产午夜尤物|
中文简体视频日本熟妇乱码|
日韩精品一区二区三区天堂|
国产精品嫩草影院午夜|
欧美一区二区三区四区中文字幕
|
人妻熟女av一区二区三区|
日韩精品专区免费|
国产在线观看播放日韩精品|
成人精品自拍电影一区二区|
久久精品成人91一区二区|
欧美精品一区二区在线观看播放|
日韩在线观看免费完整版视频|
激情综合网亚洲av|
欧美国产精品久久久|
天堂在线中文无弹窗全文阅读|
国产对白国语对白|
日韩欧美国产综合久久|
亚洲日本韩国视频一区二区|
日本成人精品久久|
国产日本高清网色|
中文字幕国产一区二区在线观看|
中文字幕欧美日韩在线播放|
首页欧美日韩中文字幕在线|
欧美国产精品综合在线|
精品日本一区二区三区视频|
久久久久久亚洲精选|
欧美日本一本线在线观看|
日韩在线观看视频中文字幕一区二区三区
|
欧美激情福利一区|
久久久久综合国产精品|
黄色毛片成人三级毛片|
欧美在线国产高清|
国产一级淫片一区二区三区在线|
亚洲欧美国产三上|
日韩欧美熟女一区二区三区|
成人免费观看久久|
精品九九久久电影|
91蜜臀精品国产自偷在线|
欧美日韩免费高清在线观看|
国产不卡一区二区三区av|
欧美色妞一区二区在线观看|
欧美精品无需播放器在线观看|
精品久久人妻av中文字幕|
国产在线91一区二区|
欧美视频在线第一页|
亚洲精品欧美在线播放|
日韩中文字幕在线一区二区三区|
国产日韩欧美亚洲动漫|
欧美高清一区二区三区在线|
国产一区二区三区av夜夜欢|
亚洲国产日产韩国欧美综合|
久久国产亚洲精品|
国产精品一区二区三区绯色av|
麻豆高清免费国产一区|
日韩嫩清纯福利网站在线观看|
亚洲天堂成人av在线影院|
欧美日韩成人播放|
亚洲成人久久一区二区|
欧美一级淫片一区二区三区在线
|
亚洲日本午夜视频|
亚洲尤物在线观看|
亚洲一级特黄大片在线播放91|
91国语露脸精品国产|
亚洲激情视频一区二区|
一区二区三区四区蜜桃|
国产精选在线播放|
精品成人一区二区三区四区|
国产av国产av|
国产成人在线免费网站|
国产啪精品视频网给免丝袜|
亚洲av激情专区小说|
高清日韩欧美一区二区三区|
国产av丝袜一区二区三区|
精品久久综合视频|
亚洲成人久久一区二区|
亚洲网站视频在线观看|
国产精品伦理片免费播放|
日本成人黄色免费在线|
久久精品国产亚洲av桃花av|
精品日韩欧美在线视频|
国产成人一区二区三区四区在线观看
|
欧美一区高清网站|
国产91精品欧美在线观看|
日本韩国欧美国产在线观看|
久久精品国产亚洲熟女av|
欧美日韩在线一区二区三区视频|
亚洲欧洲av性色在线播放|
国产精品国产三级网站在线观看|
国产精品快色av一区二区|
国产精品区二区三区日本|
日韩av激情在线|
亚洲网站久久久久久|
日本道精品一区二区三区|
人妻少妇久久中文字幕一区二区|
久久久久国产熟女精品|
日韩精品极品在线免费视频|
亚洲无人区乱码一区二区|
欧美激情精品久久久久久六区|
国产亚洲欧美视频一区二区|
麻豆精品久久久久久久久|
久久精品亚洲国产伦理|
久久久久人妻精品一区三寸|
欧美亚洲狠狠爱综合影院|
日韩av成人高清|
国产视频久久久久久免费
|
国产av一区二区三区久久影院|
国产免费高清在线精品一区|
看国产一区二区三区|
久久精品国产亚洲av香蕉|
黄色毛片视频免费观看|
日本免费高清一区|
一区二区三区四区五区六区亚洲|
熟女一区二区三区高清视频|
精品中文视频在线|
一区二区三区情欲视频|
国产精品成人久久久久久|
国产日本韩国一区|
亚洲第一成人网一区二区|
国产日产亚洲精选|
欧美日韩午夜电影|
日韩成人欧美在线|
国产亚洲欧美日韩亚洲中文色|
久久精品国产亚洲av一二三区|
日本成人免费在线|
国产精品久久久久免费电影|
人成午夜免费毛片直接观看|
亚洲欧美久久久久一区二区三区|
成人天堂资源在线观看|
亚洲综合日韩国产|
日韩在线观看免费完整版视频|
麻豆高清免费国产一区|
国内成人亚洲欧美|
亚洲国产欧美一区二区三区爱|
亚洲成人精品一区在线|
中文字幕欧美成人免费|
亚洲成人免费在线看|
欧美成人免费大片|
精品久久久高清中文字幕|
国产视频二区在线观看|
av香蕉久久精品日日躁夜夜躁
|
毛片黄色高清视频|
国产一区二区三区精品观看|
亚洲精品国产欧美日韩|
国产欧美福利久久久久久|
国产精品推荐亚洲一区在线|
一本一道久久综合狠狠老精东影业|
国产成人精品午夜片在线观看|
久久精品亚洲国产伦理|
在线观看亚洲欧美日本|
欧美日韩视频推荐一区二区三区|
欧美激情福利一区|
日韩在线电影亚洲专区|
日本一区二区三区四区高清中文字幕|
国产高清在线精品一区观看|
国产国产小嫩模无套内谢|
亚洲成av片人久久久|
中国大陆黄色三级毛片|
国产午夜影院一区二区三区|
日本欧美一区二区三区视频麻豆|
午夜精品免费视频二区三区
|
国产精品原创永久在线观看|
久久久久亚洲国产av麻豆|
中文字幕亚洲视频在线播放|
国产日本欧美视频|
蜜臀中文字幕一区二区三区|
亚洲国产一区二区三区四区在线观看|
亚洲欧美日本性视频|
日韩国产欧美91精品|
欧美成人午夜免费视在线看片|
91午夜激情诱惑|
国产欧美日韩中文精品一区
|
日韩一级特黄毛片在线看|
国产午夜视频观看|
欧美自拍在线观看一区二区
|
亚洲视频在线播放天堂精品|
91系列国产综合久久久久久
|
久久精品国产亚洲av热网站
|
天堂一区欧美激情|
久久一区二区av|
国产精品自产拍高潮在线关看|
日本亚洲综合欧美|
亚洲欧美一区二区三区导航|
欧美三级日韩三级亚洲三级|
黄色一区二区三区视频|
欧洲视频在线一区二区|
成人精品自拍电影一区二区|
精品国产乱码久久久久久樱花|
亚洲欧美中文字幕在线观看视频|
欧美日韩在线观看区一二|
国产av三级一区二区|
国产一级免费av|
成人福利网站免费|
亚洲国产av玩弄放荡人妇网|
黄色高清免费网站|
国产大片全部免费看|
韩日欧美人成在线中文|
国产资源免费观看|
亚洲色图综合在线|
久久精品国产亚洲av蜜色
|
国产日本一区二区三区在线观看视频|
国产欧美日产一区二区三区大全|
中文字幕日本αv一区二区|
在线播放欧美精品|
久久天堂一区二区三区最新章节
|
国产第一页第二页|
日韩美女久久久精品视频|
亚洲欧美人妻中文字幕在线|
日韩区欧美国产区在线观看|
亚洲一区二区成人大片|
亚洲一区二区中文字幕组|
国产主播福利在线观|
亚洲首页欧美一区|
国产日本日韩欧美韩国片|
亚洲一区在线观看国产|
91在线国产一区二区|
精品国产一区二区三区四区性色|
在线国产视频福利|
精品久久洲久久久久护士免费|
国产亚洲精品久久久久蜜臀
|
中国午夜av电影|
在线观看成人国产亚洲|
欧美日韩国产高清视频|
亚洲国产美女在线播放|
人妻人久久精品中文字幕|
午夜电影在线视频观看|
国产老太一性一交一乱|
亚州国产av一区二区三区伊在|
国产三级精品三级在中文专区|
国产露脸真实作爱视频|
国产欧美日产成人|
亚洲欧美日本性视频|
字幕专区码中文欧美在线|
在线免费福利午夜日韩电影|
亚洲欧洲日产国码二区在线
|
欧产日产国产av|
国内精品久久久久影院网站|
成人一区二区三区久久精品嫩草|
日韩国产精品大片|
欧美成人第一区第二区第三区欧美|
丝袜日韩另类欧美综合分类|
久久久久亚洲精品国产av麻豆|
欧美国产日韩精品在线一区二区三区|
亚洲国产精品成人无|
亚洲中文在线日韩|
人妻少妇久久久久久人妻|
亚洲制服在线中文|
国产一区亚洲欧美|
欧美精品欧美极品欧美激情|
国产一区二区三区四区毛片|
一区二区三区性久久|
久久全国免费视频|
欧美精品在线播放一区二区|
国产美女福利电影|
在线午夜国产视频|
精品日韩欧美在线视频|
国产啪精品视频网给免丝袜|
欧美制服丝袜国产在线观看|
国产青青在线视频|
精品欧美日韩国产|
亚洲综合欧美综合|
国产天天搞福利电影|
国产亚洲欧美视频一区二区|
肥熟女巨臀亚洲一区二区三区|
欧美一区二区三高清视频|
日韩精品一区二区在线观看完整版|
亚洲精品国产丝袜久久|
亚洲精品美腿丝袜国产一区|
国产又粗又猛又爽视频|
久久成人伊人欧洲精品|
av精选在线观看精品|
国产成人在线二区|
精品国产亚洲av无人区二区
|
久久精品亚洲国产av香蕉|
精品一区二区中文字幕在线|
成人国产精品久久久电|
欧美国产综合日韩一区二区|
午夜第九超神福利电影网|
亚洲av激情专区小说|
黄色毛片网站大全|
av岛国高清一区二区三区|
国产一级一级一级国产片|
91午夜激情诱惑|
丁香六月激情久久|
国产精品成人一区二区三区|
亚洲精品网一区二区三区|
91一区二区精品国产乱|
中文字幕日韩欧美精品高清在线
|
刘亦菲人久久精品二区三区|
在线观看成人国产亚洲|
欧美亚洲另类第一页|
91香蕉视频黄色|
亚洲麻豆成人精品久久一区
|
国产香蕉免费精品视频|
美女网址视频在线观看亚洲|
国产精品国语在线|
国产午夜免费在线播放|
国产日韩欧美一区二区三区乱码|
久久婷婷综合亚洲|
国产精品美女久久久久久a|
激情一区二区在线免费观看|
日韩欧美亚洲变态另类|
国产午夜成年人电影|
成人线上永久免费视频播放|
久久综合九色综合8888|
国产三级av免费播放|
国内特级毛片视频|
国产午夜福利视频在线播放
|
国产成人一区在线观看|
在线精品在线视频成人自拍|
国产中文在线观看视频|
欧美一级淫片久久精品|
91久久综合精品国产|
久久一级av电影|
日韩欧美一区二区三区久久久|
国产香蕉在线精彩视频|
91啦在线观看麻豆国产|
欧美日本一道最新免费二区三区|
国产无套精品白浆在线观看|
国产精品一区二区三区无|
亚洲日本视频在线观看|
久久91精品国产91久久分享|
午夜啪啪福利视频|
国产在线天堂播放|
成人国产精品一区二区网站|
日韩制服久久精品|
国产激情在线观看一区二区三区|
日本免费网站一区二区三区|
一区二区三区在线国产精品|
白浆免费视频国产精品视频|
免费在线亚洲视频|
国产剧午夜精品一区二区三区|
午夜福利视频精品一区|
欧美电影免费观看电视剧大全|
久久特黄一级黄色视频|
亚洲精品视频大全|
久久av午夜网站|
日本久久久精品三级|
久久精品国产亚洲一区二区三区|
成人午夜av在线免费观看|
免费毛片视频观看高清在线|
日韩最新中文字幕在线不卡|
欧美日韩视频高清一区二区|
日韩三级视频在线播放|
欧美亚洲国产第一页|
九九成人免费视频|
久久久亚洲精品国产专区91|
亚洲电影一区在线观看网站|
欧美精品大片一区二区三区正在播放|
免费在线观看亚洲精品|
久久福利综合电影|
激情戏欧美一区二区|
国产成人一区二区三区电影|
久久久久久免费观看|
亚洲第一成人网一区二区|
日韩中文字幕网站导航|
国产成人综合亚洲欧美丁香花|
国产一区日韩精品二区|
日韩一二三区中文字幕在线视频精品|
久久精品国产亚洲av农村妇女|
精品久久人妻av中文字幕|
香蕉在线精品亚洲第一区|
人妻偷拍精品视频在线|
视频二区三区亚洲欧美在线|
国产久久精品免费观看|
欧美亚洲综合激情在线|
亚洲午夜精品人久久|
一区二区三区日韩欧美国产
|
日韩精品中文字幕久久臀|
91精品国产色综合桃花影视|
久久久久亚洲精品成人网|
欧美精品诱惑久久久久久久
|
欧美日韩在线区一区二区三|
综合欧美日韩一区二区三区|
欧美精品日韩一区在线观看|
成人一区二区三区午夜免费|
伊人久久大香线蕉av仙人|
亚洲欧美另类综合久久|
国产精品欧美激情亚洲一区二区|
欧美激情精品久久久久久免费
|
欧美日国产一区二区三区|
午夜一级黄色毛片影院|
久久成年女性毛片|
国产日本欧美二区|
久久亚洲av午夜麻豆精品|
国产午夜福利视频精品|
亚洲一级午夜福利片在线播放|
国产丝袜精品丝袜在线看|
日本一区二区三区麻烦视频|
亚洲福利视频在线观看|
国产麻豆婷婷在线|
精品免费福利视频|
亚洲精品成人av一|
成人中文字幕高清在线|
亚洲欧美国产一区二区在线
|
欧美精品久久一二三区|
成人在线观看视频毛片|
亚洲第一二区日韩国产|
天天精品视频天天躁|
一区二区日韩亚洲|
蜜臀av国内免费精品久久久夜夜|
亚洲欧洲日产国码二区在线|
欧美日韩无线码在线观看|
国产日产精品久久久久|
在线亚洲欧美一区二区三区中文字幕
|
午夜影院免费在线|
91午夜激情诱惑|
国产日本一区二区三区|
国产高潮呻吟精品久久久|
亚洲人成午夜免电影费观看|
精品一区二区三区免费乱码视频|
成人在线观看亚洲欧美|
欧美日韩中文字幕二区|
欧美一级在线观看中文字幕|
亚洲天堂av成人在线|
亚洲国产精品精华液网站|
久久免费在线视频|
亚洲一女毛片视频|
欧美一区二区精品系列在线观看|
国产又粗又猛又爽视频|
亚洲国产综合专区|
乱色熟女综合一区二区久久|
国产麻豆剧传媒av国产电影|
精品日韩欧美在线视频|
自拍一区欧美日韩|
亚洲国产av韩国乱线|
亚洲熟女精品久久免费视频|
国产91一区在线|
亚洲激情一区在线观看|
欧美熟女人妻一区二区三区|
亚洲国产一区二区精品最新在线观看
|
久久国产视频影院|
日本亚洲网站免费|
在线观看亚洲高清|
国产视频久久久久久免费|
亚洲国产av玩弄放荡人妇网站|
国产成人一区二区啪在线观看|
国产亚洲欧美日韩亚洲中文色
|
日韩欧美国产拍拍拍一区二区三区四区
|
在线播放亚洲精品一区二区|
亚洲日本在线观看欧美|
国产在线91精品观看首页|
免费观看高清韩国日本大全|
一区二区成人在线|
亚洲一级特黄大片在线播放91|
国产三级亚洲激情|
国产成人av综合久久蜜臀|
国产三级黄色在线观看|
亚洲精品国产福利|
国产高清久久精品毛片亚洲|
国产午夜精品理论片久久影视|
免费国产黄色大片|
伊人久久综合成人亚洲|
亚洲日本成人在线电影|
91香蕉国产在线观看免费永久苹果版
|
欧美日本视频一区二区|
午夜宅男精品一区二区在线观看|
亚洲国产日韩欧美一区二区三|
亚洲精品中文字幕在线第一页|
久久精品国产亚洲av麻豆助威|
成人国产一区二区三区精品麻豆|
国产美女激情视频|
亚洲欧洲美洲在线观看一区|
国产亚洲av电影院在线|
亚洲精品女性久久|
亚洲国产欧美一区二区三区在线|
国产中文字幕视频一区二区三区|
伊人一区二区三区综合网|
亚洲欧洲日韩美女|
日本亚洲天堂一区二区三区|
欧美日韩久久久一区二区|
欧美性夜夜春夜夜爽|
中文字幕在线视频亚洲精品|
精品亚洲一区二区在线播放|
亚洲欧美一区二区在线观看视频|
国产精品久久久久久久久av竹菊|
国产成人精品日本亚洲一区天天|
黄色三级欧美日韩国产|
深爱激情中文字幕一区二区三区|
日韩专区亚洲精品|
免费黄色一级片视频网|
日本在线一区二区三区免费视频|
日韩欧美伊人久久大香|
亚洲精品国产乱码av在线观看|
日韩亚洲国产中文字幕|
视频在线观看免费一区二区|
欧美精品香蕉久久久午夜福利|
91亚洲国产成人久久精品网址|
国产一区香蕉在线观看|
午夜欧美在线视频免费视频看|
久久精品极品盛宴观看|
成人午夜做爰视频免费看|
国产成人亚洲欧美二区综|
亚洲精品欧美综合|
欧美日韩黄色第一|
日本久久久一区两区|
日本乱码中文字幕在线观看|
人妻熟女av一区二区三区|
在线播放亚洲欧美国产|
欧美国产日韩在线视频一区|
成人精品久久频道|
亚洲岛国日韩视频|
亚洲精品成人一区二|
久久亚洲综合色一区二区三区|
亚洲欧美成人自拍|
中文字幕一区二区三区大片|
日本免费精品一区二区三区不卡|
日韩综合中文字幕在线视频|
亚洲欧美日韩国产精品综合|
日韩中文字幕一区二区三区在线|
成人午夜淫欲av一区二区三区四区
|
国产午夜三级一区二区三区视频|
国产一区二区三区精品女同|
在线观看日韩欧美一区|
亚洲午夜经典av久久久|
久久综合精品国产日本一区|
国产精品久久久久激情影院|
欧美极品另类高清视频|
欧美日韩国产电影一区二区|
亚洲天堂一区二区三区免费在线|
国产精品日韩一区二区免费视频|
亚洲一区二区三区xxx视频|
av网站在线观看亚洲国产|
亚洲国产视频在线观看|
亚洲三级视频在线播放|
九一麻豆精品国产自产自
|
亚洲精品视频在线看|
日韩欧美中文在线观看一区二区|
亚洲欧美另类精品福利在线|
国内在线观看精品免费视频|
亚洲av成人第一第二第三区|
国产精品网红av午夜场|
香港一级特黄高清免费|
日韩美女久久久精品视频|
年国产精品午夜福利在线|
欧美性激情久久久久|
午夜日韩久久影院|
国产华人精品自拍|
亚洲精品欧美在线播放|
黑人巨大精品欧美一区二区久|
日本欧美精品成人久久久|
亚洲综合五月天婷|
91精品手机国产在线能|
日本一区二区三区高清日韩|
国产欧美一区二区三区在线播放|
国产免费av片免费观看|
亚洲欧洲成人av在线|
欧美黑人巨大精品一区二区|
欧美制服丝袜中文字幕|
欧美一区二区三区在线看片|
日本欧美高清成人|
996热精品视频在线观看|
欧美另类亚洲一区|
久久一拍一拍精品国产|
国产欧美在线视频|
亚洲av日韩av综合色婷婷|
一区三区三日本视频在线看|
中国一级一级全黄|
成人国产亚洲精品一区二|
黄色一级一级大片|
亚洲国产免费播放|
亚洲一区二区国产精品日本|
制服欧美日韩综合成人|
高清av一区二区三区精品|
一区一区三区产品乱码午夜|
日本一区二区三区中文字幕视频|
日韩国产激情久久|
91久久综合精品国产|
女午夜激情在线观看|
国产精品亚洲精品日韩已满|
亚洲国产精品一区二三区|
亚洲欧美成人自拍|
日韩一级生活毛片|
久久精品国产欧美国产首页|
国产欧美精品二区|
亚洲av日韩人人爱|
欧美日本视频一区|
国产精品亚洲欧美素人|
欧美限制级在线播放一区二区三区|
日本在线免费一区|
婷婷欧美一区二区三区四区|
一区二区三区四区精品视频|
日韩乱码中文字幕|
亚洲欧美一区二区日韩|
日本人妻一区二区三区在线|
久久青草福利免费资源网站|
成人自拍电影在线观看|
黄色一区二区三区视频|
91蜜臀精品国产自偷在线|
日韩精品人妻一区二区av|
日韩欧美黄色成人|
秋霞日韩欧美成人|
亚洲天堂电影精品成人|
日韩欧美亚洲中文综合|
日本欧美久久久久久|
经典三级久久久久|
伊人久久大香线蕉v超碰|
亚洲日本婷婷久久|
欧美另类亚洲一区|
在线精品日韩视频|
色婷婷av一区二区久久|
精品国产乱码久久久久久樱花|
中文在线日韩欧美在线观看|
亚洲中文字幕日韩经典空组
|
欧美激情在线亚洲综合
|
日韩中文字幕一区二十|
国产欧美日韩精品一区二区在线观看|
秋霞撸丝成人av电影大香蕉久久|
亚洲国产三级网站|
久久午夜宫电影网|
欧美日韩精品在线观看一区二区
|
国产日韩精品欧美一区灰
|
黄色高清免费网站|
日本www视频在线免费观看|
亚洲av日韩av在线天堂|
欧美亚洲韩国日本理论电影|
成人免费在线播放av|
亚洲一区二区成人大片|
久久人人妻人人做人人玩精品
|
国产午夜福利电影在线播放|
免费在线黄色毛片|
香蕉久久综合精品首页|
国产亚洲人成网站观看|
国产亚洲午夜爽爽爽精品在饯|
日韩一区二区在线看|
亚洲欧美成人网麻豆|
美女主播亚洲区欧美区麻豆|
性欧美激情日韩精品七区|
成人在线观看视频毛片|
欧美日韩国产在线精品|
中文字幕亚洲视频在线播放|
亚洲精品国产电影在线观看|
在线国产成人av|
91麻豆精品在线|
国产电影午夜成年免费视频|
亚洲国产成人影库久久|
欧美一级淫片一区二区三区在线|
成人福利网址永久在线观看
|
亚洲精品高清成人|
嫩草国产露脸精品国产电影|
精品国产午夜福利电影|
亚洲欧美另类在线中文字幕|
欧美中文在线观看|
精品日韩欧美在线视频|
精品一区二区三区熟女|
亚洲日本日韩欧美国产|
亚洲日本婷婷久久|
国产精品成人久久电影|
亚洲日本综合在线|
成人区精品一区二区视频|
视频一区日韩经典中文字幕|
亚洲熟女乱色综合一区二区三区
|
日本二区三区四区高清|
日韩精品久久久久久性色|
91日韩中文字幕|
欧美一区二区三区日韩视频
|
久久成人免费精品|
亚洲美女性生活视频|
久久精品亚洲国产av四区|
成年女人毛片视频免费|
动漫精品午夜在线播放|
在线视频福利国产|
日本在线午夜影院|
久久久久久天天夜夜天天|
欧美成人精品午夜第一区|
加勒比在线视频日本欧美|
亚洲精品欧美视频在线观看|
日本一区二区三区视频在线观看视频
|
欧美极度精品另类|
亚洲欧美综合另类制服诱惑|
91精品国产乱码久久桃|
日韩最新中文字幕|
国产一区二区三区欧美成人欧美|
亚洲中文在线日韩|
91热国内精品永久免费观看
|
国产视频久久久久久免费
|
亚洲成人国产精品|
日本三级欧美三级人妇英文|
国产精品午夜电影|
99pao在线视频精品免费|
久久久99精品91久久久久|
日本精品夜色视频一区二区|
欧美日本另类视频|
国产欧美日韩在线电影|
亚洲中文字幕日韩经典空组|
欧美高清色视频在线播放|
国产精品网站免费观看视频|
久久精品国产亚洲av麻豆|
国产精品思瑞在线观看|
日韩国产欧美一级片|
一区二区精品视频|
国产一区二区桃色av|
亚洲欧美日韩中文字幕网站|
91午夜亚洲精品一区|
国内精品久久影视|
欧美成人三级网站在线观看|
美女福利视频午夜在线|
欧美精品在线视频一区|
狠狠综合久久av一区二区蜜桃|
久久国产亚洲精品|
欧美亚洲精品一区二三|
亚洲天堂成人免费在线观看|
日本欧美三级高清视频|
亚洲精品视频在线看|
成人三级视频在线观看完整版|
欧美激情综合在线|
精品激情视频一区二区三区|
日韩欧美激情国产中字在线|
亚洲精品高清麻豆久久|
亚洲成av大片大片在线播放|
久久精品五月天色综合|
精品一区二区三区波多野结衣|
毛片全部一区二区三区久久久
|
久久电视剧免费在线观看|
在线观看日本欧美国产|
中文字幕成人精品久久不卡|
日本少妇一区二区三区福利视频|
日韩爱爱电影在线观看|
亚洲一区二区三区四区五区六区|
亚洲导航深夜福利|
欧美一区二区三区在线看片|
91麻豆精品久久久久蜜臀|
欧美成人午夜影院|
欧美日韩精品一区二区三区四区|
一区二区免费综合视频在线观看|
午夜免费啪视频观看网站|
欧美亚洲乱码一区二区三区
|
欧美一级久久久网|
在线日本国产欧美|
国产精品欧美成人久久|
欧美日韩一区二区成人午夜电影|
亚洲丁香激情六月|
国产深夜福利免费|
91精品国产综合久久久性色|
日韩欧美中文在线观看一区二区|
日韩福利中文字幕在线观看
|
亚洲熟妇久久精品|
极品美女国产av|
日韩午夜黄色影院|
国产91亚洲精品久久久久|
日韩丝袜另类精品av二区|
久久久成人午夜电影|
国产麻豆91在线免费观看|
日韩精品成人高清一区二区|
田中瞳在线视频中文字幕|
欧美日韩人妻中文字幕懂色|
午夜免费三区四区|
国产午夜美女精品视频|
四虎影视精品永久免费网站|
久久精品国产亚洲熟女av|
日韩一区二区三区四区夜色av
|
午夜精品久久久久婷久久综合|
精品在线国产日本|
国产电影一区二区三区av|
日本一区二区三区精品视频在线观看
|
欧美在线播放视频|
日本在线一区二区三区|
久久久久久天天夜夜天天|
日韩成人免费视频一区二区
|
国产成人午夜免费电影|
欧美日本视频一区|
亚洲国内激情一区二区三区av
|
午夜精品一区二区三区蜜桃|
成人网亚洲综合欧美综合|
亚洲永久免费av|
在线精品一区二区三区电影|
精品福利一区二区视频|
欧美精品一区二区三区蜜桃臀
|
日韩欧美中文字幕在线一亚洲|
亚洲天堂久久天堂|
日韩一二三区中文字幕在线视频精品
|
亚洲午夜电影在线观看|
国产精品五月色六月婷婷|
欧美日韩丝袜一区|
黄色毛片视频在线免费|
日韩欧美在线综合视频二区三区
|
日本人奶水中文影片|
欧美日本视频一区|
国产一区制服丝袜|
欧美视频在线观看第一页|
国产va精品在线播放|
国产精品观看在线|
亚洲在线精品国产|
亚洲理伦一区二区三区四区|
国产在线一区二区三区四区|
国产精品欧美久久|
国产成人在线观看网站|
91精品国产综合久久尤物
|
亚洲暴爽av人人爽日日碰|
手机看片福利永久国产日韩|
变态另类成人av一区二区|
久久电视剧免费在线观看|
日韩av私库在线一区二区观看|
岛国中文字幕av在线|
日本女优在线观看第一区|
日韩一区二区在线看|
亚洲成人av男人天堂|
国产乱码日韩一区二区三区|
日韩中文字幕在线播|
日韩精品一区二区三免费|
精品一级亚洲一区二区三区|
日本欧美亚洲三区|
精品国产熟女av在在线|
欧美成年人在线观看视频|
日韩伦理动漫在线观看|
激情国产激情在线|
午夜精品一区二区三区四区五区
|
午夜精品电影一区二区三区|
亚洲黄色精品成人av|
天天爽天天狠久久久综合麻豆|
日本三级欧美三级人妇英文|
日韩在线精品一区|
亚洲欧美国产三上|
国产成人久久精品亚洲小说
|
精品一区二区在线播放视频|
亚洲欧洲美洲日韩另类|
字幕专区码中文欧美在线
|
午夜福利在线欧美激情|
日本一区二区三区欧美激情|
精品中文字幕久久久久人妻|
国产精品日韩一区二区免费视频|
国产成人久久婷婷精|
亚洲欧美一区二区三区国产精品|
国产精品高潮呻吟久久av嫩|
激情综合网亚洲av|
国产精品三级1区2区3区|
成人午夜做爰视频免费看|
国产久久日韩欧美|
婷婷综合五月中文字幕欧美
|
欧美日韩国产成人高清视|
亚洲午夜视频在线观看一区二区三区|
亚洲成人高清在线|
亚洲精品视频免费看|
亚洲欧美日产综合视频|
亚洲欧洲成人av在线|
国产午夜视频一区二区三区|
亚洲高清国产成人精品久久
|
欧美精品中文字幕手机免费视频
|
国产日本韩国一区二区|
亚洲欧美一区二区合集观看视频|
欧美一级欧美三级久久久|
国产色午夜婷婷一区二区三区
|
精品精品国产高清毛片|
亚洲一区二区国产精品日本|
亚洲精品国产成人久久|
亚洲国产精品成人免费在线|
亚洲网红美女主播诱惑精品一区|
乱人伦视频中文字幕在线|
国产亚洲一二三区精品|
免费看黄网站在线观看入口|
亚洲精品国产一区二区三区在|
欧美日韩专区一区二区
|
在线欧美亚洲国产一区二区三区|
日韩特黄视频免费|
日本亚洲欧洲黄视频|
欧美日韩精品视频免费观看|
欧美成人免费午夜影院|
国外精品久久久蜜桃免费全文阅读
|
亚洲国产精品女主播|
四虎国产成人永久精品免费|
日韩国产激情久久|
中国在线播放精品区|
亚洲精品高清视频|
国产日本一区二区三区在线观看视频
|
日韩精品久久久久高清一区|
久久精品国产亚洲av香蕉|
国产欧美精品一区二区三区色综合|
久久夜色精品国产亚洲av上下|
亚洲国产一区二区午夜福利
|
欧美国产高清在线观看视频|
日本欧美久久久久久|
亚洲免费一区二区在线观看|
成人免费视频播放|
国产精品一二三区视频出来一|
色婷婷精品免费视频|
婷婷免费成人在线观看|
欧美一级淫片一区二区三区在线|
91精品国产综合久久香蕉|
在线观看午夜福利亚洲国产|
91麻豆精品一区二区三区|
日本熟妇一区二区三区在线视频|
欧美日韩国产亚洲乱码字幕|
亚洲综合制服中文另类|
欧美女同性恋综合一区二区|
久久久亚洲电影国产精品|
91欧美亚洲综合在线观看|
国产精选在线播放|
午夜一级黄色毛片影院|
日韩三级成人在线播放|
亚洲国产精品成人免费在线|
日本一区二区三区欧美激情|
精品亚洲一区二区在线播放|
欧美午夜理伦三级在线观看|
日韩伦理久久久久久|
久久成人免费精品|
成人午夜视频免费观看|
亚洲精品国产成人久久|
亚洲欧美日韩激情在线观看一区|
亚洲另类欧美在线|
高清国产午夜精品久久久久久|
国产在线精品一区二区在线观看|
日韩欧洲亚洲视频天堂精品|
亚洲高清在线第一页|
日本三级免费观看精品久久久|
亚洲首页欧美一区|
亚洲欧美一二区日韩高清在线|
午夜精品成人一区二区|
久久久久黄色视频免费观看|
国产麻豆精品一二区|
亚洲国产一区激情电影|
日韩国产精品免费人成视频|
青青草原综合久久大伊人|
日韩欧美一级性片免费网|
亚洲欧美久久尹人久久麻豆|
欧美日韩乱妇高清免费|
精品一级亚洲一区二区三区|
国产日韩欧美在线一区|
在线成人免费毛片|
久久成人蜜桃麻豆|
久久精品韩国视频|
亚洲欧美在线观看专区|
欧美高潮偷拍精品一区|
精品国产乱码久久久久av|
国产成人午夜片在线观看|
九九热精品视频这里只有精品|
正在播放国产女免费|
欧美日韩一区二区夜色|
国产91精品在线免费观看|
久久久久国产精品人妻影院
|
91国语露脸精品国产|
亚洲欧美日本在线|
亚洲最大色大成人av|
亚洲91精品电影|
亚洲国产精品成人免费在线|
亚洲欧美日韩一区二区三区在线播放
|
一区二区三区亚洲午夜精品|
在线观看亚洲电影|
日本三级免费观看精品久久久|
日本亚洲网站在线观看|
美女网址视频在线观看亚洲|
亚洲国产大片一区二区官网|
成人高清护士在线播放|
欧美一区亚洲国产另类|
亚洲欧美一区二区三区孕妇|
日韩国产欧美高清在线|
国产精品高潮呻吟久久网|
国产精品日韩经典中文字幕|
亚洲精品一区国产精品丝瓜|
国产欧美一区二区精品影院|
a欧美午夜在线视频|
国产精品探花外围在线观看|
国产色午夜婷婷一区二区三区|
精品久久久三级丝袜
|
一区二区三区日韩专区|
亚洲av成人精品网站在线播放|
亚洲精品大乳女人一区|
国产成年电影在线|
韩国黄色三级电影网|
成年午夜性视频免费播放|
国产亚洲精品手机在线|
日本道精品一区二区三区|
日本在线午夜福利|
精品少妇极品久久久久久久|
国产精品香蕉观看|
91成人免费网站|
久久精品熟女亚洲av色|
日韩乱码中文字幕|
秋霞日韩欧美成人|
欧美日韩精品二区视频|
日本亚洲欧美一区二区三区|
成人精品一区二区三区中文字幕|
亚洲av日韩av综合色婷婷|
欧美色综合高清免费|
久久免费在线视频|
看一级黄色片毛片|
日韩精品久久一区二区电影|
美女日韩亚洲乱码一区二|
亚洲欧美在线成人网|
91九色精品人妻国产在现线|
久久久久黄色视频免费观看|
亚洲国产av播放|
欧美日韩一区二区成人午夜电影|
国产成人精品午夜精品|
在线欧美日韩免费观看|
日韩精品电影一区二区在线观看|
成人精品视频免费看|
国产精品久久大陆|
亚洲欧美一级大片在线观看|
亚洲欧洲中文日产|
精品国产一区二区久久伦理|
亚洲av网址在线|
国产人成午夜免免费观看|
日本一区二区三区久久|
日本一区二区三区四区视频在线播放|
国产成人综合在线观看网站|
国产一区亚洲欧美在线|
欧美一区高清网站|
亚洲国产一区二区三区在线视频|
精品激情视频一区二区三区|
国产在线播放成人免费|
91精品国产综合久久香蕉|
亚洲精品二区三区中文字幕|
久久黄色视频久久黄色视频|
激情综合网亚洲av|
激情在线播放免费视频高清
|
亚洲av爱爱天堂网|
国产一区二区三区久久精品|
久久伊人欧美成人|
成人免费观看久久|
国产福利精品导航|
亚洲岛国日韩视频|
亚洲欧美日韩制服系列|
国产欧美日韩免费在线视频|
一区三区三日本视频在线看|
91麻豆精品在线观看|
黄色三级毛片视频|
免费日韩午夜电影|
人人人妻人人澡人人爽欧美四区|
国产成人免费看一级大黄|
亚洲成人高清在线|
亚洲精品欧美在线播放|
亚洲成人日本三级|
日韩中文字幕一区二区三区在线|
91精品国产综合久久尤物|
亚洲精品成人av片在线观看|
欧美一区二区三区激情片|
欧美一级香蕉大片|
日韩亚洲欧美伦理|
国产真人精品在线免费观看av|
在线看国产免费黄色视频|
电影日韩版在线看免费|
激情一区二区在线免费观看|
欧洲成人高清av一区二区|
91福利国产在线观看一区二区|
香港一级特黄高清免费|
91麻豆精品一区二区三区|
国产欧美综合一区二区|
正在播放亚洲欧美|
岛国av中文字幕电影免费观看|
欧美精品亚洲一区二区在线播放|
碰91精品国产91久久婷婷|
国产特黄大片美女精品|
欧美香蕉爽爽人人爽观看猫咪|
久久精品女人天堂av|
欧美日韩一级在线观看一区二
|
亚洲国产一区二区三区综合片|
国产线视频精品免费观看视频|
午夜婷婷一区二区三区|
日本三级欧美三级人妇英文|
欧美一区二区精品国产日韩|
婷婷精品在线播放|
av成人精品一区二区三区
|
国产成人综合久久|
精品国产乱码久久久久久预案|
国产精品高清一区二区人妖|
色午夜激情视频在线观看|
亚洲国产成人极品综合|
亚洲av日韩人人爱|
欧美日韩久久久一区二区|
欧洲国产伦久久久久久片|
亚洲欧美在线另类|
国产精品免费福利|
狠狠色狠狠色合久久伊人|
国产精品吹潮在线观看|
亚洲韩国一区二区|
欧美成人一区二区三区在线视频|
国产日产精品久久久久|
91亚洲欧美日韩精品久久奇米色|
日本午夜精品一区二区三区电影|
亚洲中文字幕日韩经典空组|
欧美一区久久久二区三区|
久久久99精品91久久久久|
欧美一区二区精品系列在线观看|
国产剧情亚洲成人av|
亚洲av人妖一区二区三区|
亚洲春色在线播放|
日韩专区av在线|
国产午夜在线影院一区二区|
亚洲欧美日韩一级片在线观看|
国产亚洲原创精品|
在线观看日韩欧美一区|
午夜一级福利视频免费观看|
欧美日韩国产麻豆|
欧美日韩综合亚洲自拍|
国产影视精选网站|
欧美激情福利视频在线播放|
国产一级一级一级国产片|
国内外一区二区三区视频网|
精品一区二区中文字幕在线|
亚洲国产av玩弄放荡人妇网|
日本成人精品久久|
国产精品日韩在线观看|
91欧美一区二区日韩精品久久久|
久久国产精品高清一区二区三区|
欧美自拍另类激情亚洲|
亚洲自拍欧美成人|
欧美日韩综合久久久
|
欧美性老妇一区二区三区|
欧美色综合天天综合高清网|
国产福利一区二区三区高清|
人妻少妇久久久久久人妻|
韩国美女精品久久久久久久|
一级特黄大片久久|
国产婷婷色一区二区三区深爱网|
人妻免费久久久久|
亚洲国产精品色在线|
日韩国产欧美91精品|
精品在线国产一区二区|
成人看片亚欧大片在线观看|
91午夜福利伦理片|
在线免费福利午夜日韩电影|
精品理论片一区二区三区|
亚洲成人高清在线|
欧美国产日本在线观看|
国产精品久久久一区麻豆最新章节|
日韩欧美黄色免费|
亚洲欧美一区二区三区视频免费|
国产欧美亚洲大片|
久久天堂一区二区三区最新章节|
一区二区三区午夜福利视频
|
欧美日韩视频推荐一区二区三区|
人人澡人人妻人人爽欧美三区|
韩国日本欧美三区|
肥熟女巨臀亚洲一区二区三区|
欧美精品久久久久久久亚洲调教|
欧美一区二区三区四区五区|
日韩欧美国产免费看|
欧美一级片大全在线观看|
国产大战开裆丝袜高跟美女|
日韩欧美伊人久久大香|
午夜啪啪福利视频|
亚洲播放视频在线|
欧美在线观看日韩欧美在线观看|
国产精品一区二区亚洲天堂
|
亚洲欧洲美国日本三级视频|
深夜福利91麻豆|
欧美日韩国产午夜视频|
国内精品伊人久久大香线焦|
国产蜜臀午夜麻豆精品|
亚洲尤物在线观看|
在线播放欧美精品|
亚洲天堂av网站|
亚洲国产成人综合|
久久精品亚洲国产av香蕉|
国产一区二区高清视频|
亚洲国产精品久久婷婷老年|
国产亚洲精品美女久久久电影|
久久国产精品国语对白小说|
中国精品毛片在线观看|
亚洲精品电影国产综合久久|
美女午夜在线观看一区二区三区
|
91午夜国产福利|
国产精品久久久久久无遮挡|
欧美综合网欧美色妞网
|
日本美女一区二区|
中文字幕精品影院|
国产日韩精品一道在线观看|
成人黄视频在线观看|
一区二区三区欧美久久免费精品|
亚洲一区二区精品在线视频|
在线成人色一区二区|
国产精品久久久免费|
亚洲欧美日韩在线一区二|
在线免费观看色日本|
亚洲av激情一区二区尤物|
亚洲高清成人在线免费观看|
国产高清自偷自在线观看|
日韩欧美精品一区二区三区四区|
av网站在线观看亚洲国产|
91系列国产综合久久久久久|
欧美亚洲综合色网|
日韩久久久精品视频播放|
韩国欧美日本一本|
在线免费福利午夜日韩电影|
九九热久久国产思思久久|
亚洲国产精品一区二三区|
日本国产午夜视频|
成人高清护士在线播放|
国产一级做a爱片久久片|
日本高清毛片视频在线看|
国产一区二区三区av观看|
激情综合色综合啪啪开心|
手机看片福利永久国产日韩|
91久久北条麻妃一区二区三区|
人人澡人人妻人人爽欧美三区|
欧美视频在线观看免费播放|
麻豆激情久久av|
亚洲欧洲日本午夜一级精品|
亚洲一区二区天堂在线观看|
成人午夜在线视频|
日韩一区二区三区四区夜色av|
精品欧美激情在线看|
日韩欧美亚洲秒播|
亚洲精品国产电影在线观看|
欧美一级黄片免费在线看
|
亚洲欧美强伦一区二区|
日韩中文字幕精品一区二区视频
|
日韩高清中文字幕在线观看|
欧美日韩中文字幕二区|
亚洲国产欧美一区二区三区爱|
国产日韩av成人|
精品妇女一区二区三区|
欧美一区二粉嫩精品国产一线天|
欧美日韩在线区一区二区三|
成人午夜大片免费视频|
国产一级淫片久久免费|
亚洲三级一区二区三区在线|
国产网红黑料吃瓜网站|
亚洲天堂成人在线|
亚洲国产精品一区二三区|
国产精品伦理片免费播放|
亚洲欧美成人中文在线网站|
亚洲天堂一区二区三区免费在线
|
久久久久久国产精品免费无遮挡|
精品中文字幕久久久久人妻|
欧美日韩精品国产一区在线|
日本欧美视频六区|
亚洲乱码av一区二区网站|
日韩欧美一区中文|
国产午夜国产一区|
久久伊人欧美精品|
日韩亚洲欧美中文字幕影音先|
日韩电影免费观看高清完整版在线观看
|
亚洲成人国产精品|
毛片全部一区二区三区久久久
|
在线日韩精品福利视频|
国产黄色成人免费电影|
少妇午夜av一区|
亚洲欧美在线观看国产日产|
日韩特黄视频免费|
亚洲国产av一区|
欧美日本一道最新免费二区三区|
亚洲最新永久在线观看|
亚洲国产欧美一区二区三区爱|
麻豆免费网站视频|
久久一区二区免费|
色婷婷av一区二区久久|
亚洲成人精品一区在线|
亚洲精品久久久日本精品|
a欧美午夜在线视频|
亚洲综合久久伊人热|
av成人在线观看网址|
国产精品一区二区三区下载|
性欧美激情日韩精品七区|
日韩最新中文字幕在线不卡|
久久国产精品成人网|
美女午夜福利视频网站|
加勒比在线视频日本欧美|
一区二区三区精品电影在线看|
国产日韩欧美一区二区三区乱码|
日本欧美激情国产|
久久精品国产亚洲av麻豆助威|
欧美女同性恋综合一区二区|
欧美日韩在线下一页|
欧美日韩内地在线一区二区三区
|
国产精品日韩精品欧美精品一区二区三区
|
日韩欧美国产亚洲一区二区|
国产高清久久精品毛片亚洲|
免费国产在线精品一区|
亚洲国产精品精华液网站|
右手影院亚洲欧美|
国产综合视频在线播放|
国产欧美一区二区精品婷婷|
久久久久亚洲国产av麻豆|
日韩欧美在线播放一区二区三区|
国产精品福利免费视频|
岛国中文字幕av在线|
欧美一区二区三区精品性色|
成年人视频在线观看欧美|
中文字幕日韩免费|
欧美午夜性刺激在线播放|
日本午夜性色福利在线|
亚洲欧美国产日韩精品|
日韩av私库在线一区二区观看|
亚洲精品久久久久影院|
亚洲国产精品一区二区第四页av|
亚洲av专区成年女人在线播放|
伊人成人在线观看视频|
久久精品国产亚洲av福|
日韩一区二区三区精品视频在线|
亚洲一区午夜激情|
欧美在线综合视频|
亚洲精品熟女一区二区三区蜜桃|
五月欧美激激激综合网色播|
亚洲美女狠狠视频在线播放|
国产亚洲精品久久综|
日韩精品一区二区视频在线观看|
亚洲成年男人在线观看|
日韩欧美激情国产中字在线|
欧美一级一级做性视频|
成人综合久久精品|
亚洲av成人在线免费观看|
久草视频精品在线|
日韩亚洲国产成人在线|
亚洲乱码一区二区三区国产精品|
亚洲国产日本欧美激情夜夜骑|
亚洲高清视频二区|
日本精品一区二区三区在线视频|
中文字幕婷婷日韩欧美亚洲|
久久91精品国产91久久分享|
日韩精品电影一区二区在线观看|
国产欧美日韩麻豆91|
成人午夜精品视频在线观看|
国产91在线免费观看|
亚洲网站视频在线观看|
国产麻豆欧美日韩久久电影|
亚洲国产成人精品青青草原
|
国产精品视频在线播放|
国产精品一区二区三区漫画|
国产盗摄视频一二三区宾馆|
成人免费观看视频久爱网|
欧美日韩精品一级片|
国产欧美在线视频|
综合国产日韩欧美视频|
国产亚洲第一伦理第一区|
国产精品久久一国产|
亚洲一区二区精品在线视频|
日韩欧美人妻中文字幕一区二区|
91麻豆欧美精品成人|
午夜免费视频网站|
亚洲国产欧美精品|
色婷婷久久久亚洲欧美|
国产亚洲精品手机在线|
欧美日韩乱妇高清免费|
日韩中文字幕在线播放电影|
国产麻豆激情av在线播|
国语版一级黄色大片
|
亚洲影视在线观看|
成人一区二区三区中文字幕|
国产日韩欧美系列区|
久久综合久久在线日韩精品|
欧美视频在线第一页|
中国黄色一级片毛片|
国产伦精品一区二区三区免费观看|
久久久精品国产亚洲av|
日韩亚洲一区二区三区|
国产精品欧美精品|
日本精品夜色视频一区二区|
日韩一区二区三区四区夜色av|
国产裸舞福利资源在线视频|
日韩国产中文字幕在线视频|
91麻豆精品91久久久久|
久久人人爽人人爽人人片v高清|
亚洲欧美洲成人一区二区三区|
日本一区二区三区视频高清视频|
亚洲视频二区在线观看|
欧美日韩成人综合天天影院|
国产精品视频在线播放|
国产精品电影网站|
国产精品视频在线播放|
亚洲日本韩国欧美|
日本亚洲欧美在线视频|
国产精品经典三级成人国产|
欧美一区二区三区四区五区|
久久天堂一区二区三区最新章节|
国产一区香蕉在线观看|
日本中文字幕网站在线观看
|
午夜福利一区二区三区视频|
高潮白浆女日韩av免费看|
国产三级精品三级在中文专区|
一区二区三区在线观看亚洲|
久久青草国产手机看片福利盒子
|
国产视频一区二区免费在线|
亚洲高清国产成人精品久久|
国产麻豆日韩欧美久久|
国产成人欧美一区二区三区在线|
欧美自拍在线观看一区二区|
午夜免费观看一区二区国产|
色综五月亚洲欧美婷婷|
欧美日本一道本三区|
欧美国产高清在线观看视频|
亚洲导航深夜福利|
亚洲国产午夜尤物|
国产在线观看播放日韩精品|
国产天天搞福利电影|
日韩欧美黄色成人|
欧美日韩高清一区三区|
精品影院观看免费|
日本欧美中文字幕一区二区|
av香蕉久久精品日日躁夜夜躁
|
亚洲天堂网一区二区三区四区|
午夜激情免费在线播放|
国产精品亚洲精品国自产|
亚洲综合另类欧美久久|
91欧美国产在线播放|
亚洲综合五月天婷|
日本欧美在线免费一区二区三区|
欧美精品成人一区二区|
成人av福利在线|
欧美激情一区二区三区蜜桃|
在线播放在线亚洲国产|
亚洲视频二区在线观看|
夜间福利视频欧美日本|
国产精品日本在线|
蜜臀中文字幕一区二区三区|
亚洲网红美女主播诱惑精品一区|
国产精品香蕉在线观看|
亚洲精品成人av片在线观看|
亚洲欧美日韩国产精品综合
|
日韩av丝袜在线|
国产乱码日韩一区二区三区|
亚洲日本视频在线观看|
国产伦精品一区二区三区毛|
午夜免费三区四区|
国产中文av一区二区三区|
一级片黄片毛片视频电影|
欧美电影国产精品久久|
免费毛片福利视频|
一区二区三区亚洲午夜精品|
熟女国产精品视频一区二区
|
日本www视频在线免费观看
|
久久亚洲春中文字幕久久久|
亚洲精品中文字幕乱码三区|
嫩草国产露脸精品国产电影|
人人爽人人妻人人澡欧美|
日韩国产中文字幕在线视频|
亚洲欧美日韩在线观看播放|
91麻豆精品国产片在线观看|
国产精品激情一二区|
欧美一级淫片一区二区三区在线|
国产最新凸凹视频免费|
久久婷婷综合亚洲|
亚洲制服一区二区|
国产成人91青青草原精品|
亚洲av日韩综合一区二区|
欧美三区日韩一区|
女午夜激情在线观看|
欧美成人一区二区三区在线视频|
欧美日韩精品在线视频观看|
日本一区二区三区久久|
亚洲高清国产拍精品青青|
国产青草视频免费观看视频|
婷婷久久久五月综合色|
国产精品专区在线观看免费|
国产综合成人一区二区|
欧美日韩国产精品酒店|
国产三级黄片免费看|
丝袜日韩另类欧美综合分类
|
亚洲精品欧美综合|
精品欧美久久精品欧美久久|
秋霞日韩在线美利坚合众国|
日本一区二区三区视频中文字幕
|
日本高清一区二区三区三区|
欧美日韩一区二区三区女|
日韩高清在线播放一区二区|
日韩一级中文字幕在线观看|
国产一区二区精品播放|
欧美高清一区二区三区在线
|
毛片全部一区二区三区久久久|
亚洲午夜精品麻豆av片麻豆|
精品国产美女av久久久久|
国产日韩欧美精品中文在线|
久久人人爽人人爽人爽av|
亚洲精品视频在线看|
成人亚洲欧美一区二区三区|
日韩一二三区中文字幕在线视频精品|
欧美精品大屁股一区二区|
亚洲国产高清视频|
欧美日韩素人在线观看|
国产精品久久第一二三区|
美腿丝袜亚洲欧美综合|
国产伦理一区二区三区av|
精品国产综合成人亚洲区小说
|
久久亚洲制服丝袜综合网站|
国产欧美在线视频|
亚洲视频欧美国产|
国产成人av大片在线观看|
欧美高清国产精品|
亚洲综合伊人久久综合|
大香蕉欧美一级在线|
日韩欧美国产三级|
国产欧美精品在线一区二区|
欧美日韩一区二区不卡在线观看|
欧美午夜理伦三级在线观看|
国产精品对白刺激久久久|
福利亚洲一区二区|
午夜激情免费在线播放|
九九热精品视频这里只有精品|
日韩一区二区三区精品视频在线
|
国产日韩欧洲亚洲一二三区|
日本人妻交换一区二区三区|
国产短视频精品一区二区三区|
91麻豆精品久久久久蜜臀|
狠狠综合久久av一区二区蜜桃
|
午夜直播国产精品|
欧美日韩精品国产一区在线|
久久福利青草免费精品|
亚洲av日韩人人爱|
午夜一区二区三区四区在线观看|
午夜偷拍久久熟女|
岛国av中文字幕电影免费观看|
麻豆国产尤物av尤物在线观看|
亚洲欧美国产日产|
国产黄色片免费在线观看|
久久久久久天天夜夜天天|
欧美黄色片久久久久|
精品成人国产欧美日韩系|
狠狠色综合欧美激情|
国产超碰91人人做人人爽|
久久精品亚洲综合|
成人精品一区二区在线观看|
精品国产av一区二区三区小说|
欧美视频中文字幕|
亚洲午夜日韩一区二区成人精品电影院
|
亚洲精品日韩丝袜精品|
日韩精品av一区二区三区四区蜜桃|
日韩欧美国产激情自拍一区|
最新91精品老司机在线|
国产偷自视频区视频一区二区|
三上悠亚毛片一区二区三区|
91亚洲国产成人精品看片|
国产日韩欧洲亚洲一二三区|
欧美精品在线视频一区|
国产精品一二三区视频出来一|
午夜一级黄色毛片影院|
亚洲精品一二三四五|
日韩精品成人高清一区二区|
在线观看国产区一区二区三|
国产欧美日韩精品一区二区三区|
亚洲一区日韩一区在线|
日韩欧美极品一区二区三区|
亚洲伊人日韩精品|
日韩一级视频在线观看播放|
国产午夜视频一区二区三区|
亚洲麻豆成人精品久久一区|
黄色一区二区三区视频|
成人大片在线观看|
国产欧美自拍在线|
在线视频福利国产|
日韩中文字幕在线播放电影|
成人午夜福利在线|
国产午夜精品尤物福利视频|
黄色成人毛片网站在线观看|
亚洲中文自拍一区|
欧美亚洲国产国产另类|
免费看片一区二区三区成人|
午夜国产手机在线视频|
欧美一区免费观看|
欧美激情在线精品一区二区三区|
亚洲精品日韩激情欧美|
亚洲精品中文字幕在线第一页|
在线午夜国产视频|
国产伦精品一区二区三区免费观看|
日韩精品一区二区在线观看完整版|
性色成人区人妻精品一区二区|
日韩欧美精品一区二区|
亚洲视频一区在线播放|
国产精品香港三级国产av|
亚洲中文欧美国产|
国产免费福利精品视频|
电影日韩版在线看免费|
日韩欧美黄色成人|
亚洲欧美三级黄色|
日本乱人伦片中文字幕三区|
午夜精品在线电影|
亚洲欧美日韩国产精品影院|
日本中文字幕网站在线观看|
av香蕉久久精品日日躁夜夜躁|
日韩av麻豆精品|
亚洲精品一区欧美激情|
精品久久久久国产免费av|
av网站在线观看亚洲国产|
亚洲香蕉影视在线播放|
国产欧美自拍视频|
国产午夜精品福利免费|
日韩亚洲欧美伦理|
久久久久久天天夜夜天天|
久久久久国产熟女精品蜜臀|
国产福利在线观看一区二区三区|
日韩亚洲欧美伦理|
国产视频91在线|
欧美日韩一区二区三区国产电影|
欧美精品成人一区二区|
国产免费福利精品视频|
国产激情一区二区三区视频|
欧美限制级在线播放一区二区三区|
一级国产航空美女毛片内谢|
国产精品高潮呻吟久久av嫩|
久久在线观看免费视频|
欧美日韩综合久久久|
国产精品久久久久久无遮挡|
毛片全部一区二区三区久久久
|
亚洲在线精品国产|
国产一区二区精品尤物|
人人妻人人澡人人爽人爽日本片
|
国产亚洲综合91精品|
欧美亚洲乱码一区二区三区|
精品久久洲久久久久护士免费|
久久老熟女av一区三区|
中文字幕在线观看日本|
欧美在线综合视频|
日本欧美高清成人|
91麻豆亚洲国产成人久久精品|
9191国语精品高清在线最新
|
久久精品女人天堂av|
日本成人在线网址|
国产视频色在线免费观看
|
日韩欧美国产精品白浆高潮|
亚洲综合国产精品麻豆|
久久亚洲av夜夜嗨|
午夜精品视频一区|
欧美亚洲国产另类日韩在线
|
欧美日韩亚洲综合国产人|
看看午夜在线观看|
久久免费精品国产|
在线亚洲欧美一区二区三区中文字幕|
午夜国产一级大片免费观看
|
日本久久综合网站|
日韩欧美国产另类一区|
色综合欧美视频专区|
麻豆91视频精品观看|
日本激情视频高清|
久久久久人妻一区精品性色av|
亚洲精品欧美在线播放
|
午夜精品久久久日韩欧美|
亚洲国产欧美在线免费观看|
日本久久久激情视频|
欧美女同性恋综合一区二区
|
亚洲日本午夜视频|
国产网友在线视频|
欧美久久久久片免费播放|
亚洲欧美在线视频中文字幕|
黄色三级欧美日韩国产|
久久精品女人天堂av|
国产精品日韩首页|
91麻豆精品91久久久久|
欧美日韩精品人妻一区二区三区|
91精品视频免费看|
色哟哟国产精品视频|
一区二区三区四区亚洲精品|
亚洲日本在线网址|
欧美日韩精品一区二区三区色|
国产精品欧美久久|
人成午夜视频在线观看|
亚洲欧美日韩中文字幕在线一|
国产精品第三页在线看|
国产片精品一区在线播放|
国产毛片精品视频|
日韩一区在线视频|
欧美日韩国产高清视频一区|
在线一区二区激情|
日韩手机在线观看|
中文字幕午夜精品一区二区三区|
精品国产三级剧情网站|
极品美女在线观看一区|
久久亚洲成人一区二区三区|
成人一区二区三区中文字幕|
成人精品视频在线观看一区二区|
日韩黄色特级片一区二区三区|
麻豆成人久久精品二区三区91|
香蕉成人黄色视频|
午夜福利在线免费观看国产|
欧美日韩国产成人在线播放|
韩国日本好看电影免费看
|
自拍亚洲欧美日韩国产另类|
精品国产熟女久久久|
精品视频一区二区三区四区|
日本人妻一区二区三区在线|
日本污视频在线观看|
亚洲成人av91|
国产精品久久久一区麻豆最新章节|
一区二区三区欧美久久免费精品|
亚洲天堂网一区二区三区四区
|
亚洲国产精品一区二三区|
国产精品二区三区在线观看|
欧美一级永久免费毛片在线|
激情欧美一区二区三区中文字幕
|
国产成人在线观看网站|
国产精品妇女一区二区三区|
久久久久人妻一区二区电影|
色综合天天综合网国产成人综合|
国产精品久久久精品视频
|
亚洲日本一区电影|
看国产黄大片在线观看|
午夜福利电影院在线|
成人午夜在线视频|
亚洲欧美日韩中文字幕网站|
亚洲av日韩av在线天堂|
久久一级av电影|
日本亚洲欧美成人|
欧美另类高清免费视频|
亚洲中文字幕人妻一区二区三区|
欧美亚洲综合色网|
99pao在线视频精品免费|
欧美日韩视频免费|
91精品久久久久含羞草|
亚洲欧美在线观看国产日产|
亚洲第五色综合网|
国产成人免费av片久久|
免费在线黄色毛片|
看国产一区二区三区|
欧美综合自拍亚洲欧美人|
国产丝袜精品丝袜在线看|
激情亚洲五月天丁香伊人|
欧美另类一区二区三区|
欧美特欧美特级一片|
欧美风情另类日本|
免费麻豆国产一区二区三区四区|
国产熟女白浆精品视频2|
国产熟女久久久久久|
欧美极度极品另类|
欧美乱熟妇区一区二区三|
国产精品亚洲一区二区三|
中文字幕三级黄视频|
日韩欧美一级性片免费网|
欧美区一区二在线播放|
国产精品成人综合一区二区三区|
久久影视网电视剧全集免费观看|
老亚洲人欧美日韩久久|
亚洲国产大片一区二区官网|
日韩精品中文字幕一区三区|
在线免费观看黄色激情网站|
国产日本亚洲高清一级国产|
亚洲国产成人精品青青草原|
亚洲一区av免费电影|
国产网友在线视频|
在线免费福利午夜日韩电影|
国产精品视频一区二区久久久|
亚洲欧美精品在线一区视频|
欧美激情笫一欧美精品|
亚洲在线视频一区|
亚洲影视在线观看|
久久国产视频影院|
久久麻产亚洲av|
国产一二三视频在线观看|
亚洲国产成人综合网站最大|
爱久久av一区二区三区|
欧美成人精品欧美一级乱黄9|
精品久久久久亚洲午夜|
亚洲av永久久久久久久|
国产精品久久久久亚州av|
伊人久久大香线蕉av一区二区|
国产一区亚洲一区|
久久久久午夜国产精品|
午夜av在线免费观看|
av大全一区二区三区四区五区
|
亚洲一区二区精品在线播放|
国产精品一级香蕉一区|
欧美日韩精品一级在线观看|
五月天日韩欧美在线电影|
久久激情中文字幕电影|
国产精品国产亚洲伊人久久|
国产免费一级av|
视频在线观看免费一区二区|
亚洲欧美综合一区二区在线|
国产蜜臀午夜麻豆精品|
久久精品一区二区在线|
亚洲国产剧情一区在线观看|
亚洲欧美在线观看91|
午夜色婷婷一区二区三区|
国产成人av大片在线观看|
人妻熟女av一区二区三区|
精品国产乱码久久久久久樱花|
亚洲岛国日韩视频|
91精品成人国产在线电影|
日韩性感美女在线视频网站|
亚洲国产激情在线看
|
亚洲一区精品中文字幕|
久久av亚洲精品一区二区三区|
91午夜精品亚洲一区二区三区|
国产中文字幕一区|
午夜久久久欧美一区|
伊人色综合久久天天五月婷|
国产精品美女久久久久久av|
日韩美女人体视频免费播放|
久久久一本二本三本|
亚洲中文一区二区三区四区五区|
亚洲av二区国产精品|
高清影院在线欧美人色|
欧美午夜理伦三级在线观看|
亚洲成人久久在线|
日日骚日韩av电影一区|
国产影片大全免费观看|
精品久久久三级丝袜|
久久成人免费精品|
久久综合精品国产日本一区|
亚洲精品视频在线看|
国产高潮久久久久久绿帽|
欧美高清乌克兰精品另类|
久久久久国产精品观看|
国产成人午夜影院|
看国产黄大片在线观看|
国产性色av免费观看|
日韩欧美国产免费看|
成人午夜三级二区一区|
久爱午夜精品免费视频|
亚洲人成精品久久久久麻豆|
精品视频中文字幕在线播放|
久久精品国产综合精品|
亚洲欧洲视频在线观看免费|
成人线上永久免费视频播放|
国产三级av福利网|
久久久久久国产精品免费无遮挡|
午夜精品免费视频二区三区|
欧美制服丝袜国产日韩一区|
亚洲av综合伊人av一区|
亚洲激情校园春色精品|
精品国产一区二区三区四区性色|
日本小视频高清在线观看网站
|
黄色毛片视频在线免费|
高清无在欧美日视频观看|
亚洲精品综合一区二区三区|
欧美日韩制服在线|
国产亚洲福利精品一区|
高清av一区二区三区精品|
久久国产精品国语对白小说|
亚洲天堂av成人在线|
亚洲欧美制服丝袜在线观看|
大香蕉欧美一级在线|
中文字幕三级黄视频|
日韩精品中文字幕一区三区|
中文字幕亚洲视频在线播放|
精品视频久久久久久国产免费|
久久亚洲麻豆av|
久久爽av亚洲精品天堂系列图片|
国产一二三视频在线观看|
一区二区三区在线观看亚洲|
国产精品国语在线|
国产成人极品在线观看|
巨人精品福利官方导航|
亚洲精品福利电影网|
国产香蕉免费精品视频|
日韩精品一区二区三中文字幕|
亚洲视频日韩电影|
热久久国产欧美精品一区二区|
久久精品国产理论电影|
一区二区三区久久精品国产|
美女福利视频午夜在线|
亚洲欧美另类伦理|
免费毛片一级在线|
久久久久依人综合影院|
久久精品免费国产区|
日韩中文字幕在线一区二区三区|
曰韩一级黄色毛片|
av黄色在线播放|
国产亚洲综合激情校园小说|
毛片一区二区三区中文|
国产一级一区二区三区在线播放|
日韩精品电影一区二区在线观看|
久久久国产精品第一区欧美|
欧美一级在线观看中文字幕
|
成人国产一区二区三区精品麻豆|
国产成人综合亚洲欧美丁香花|
午夜网站在线观看|
日韩中文字幕免费观看一区|
亚洲网站视频在线观看|
亚洲美女av在线播放|
一区日韩欧美在线|
欧美日韩一区二区三区国产电影|
久久夜色精品亚洲噜噜噜|
久久久久久天天夜夜天天|
亚洲国产一区激情电影|
国产精品亚洲一区二区三|
亚洲激情一区在线观看|
一区二区成人综合网|
亚洲一区二区三区在线观看色|
性色国产欧美亚洲另类|
国产亚洲精品手机在线|
精品成人一区二区三区四区|
亚洲欧美日本一区二区三区|
欧美日韩高清一区三区|
国产精品视频一区二区久久久|
欧美一级黄片免费在线看|
国产精品久久久久高请|
日韩精品中文字幕久久臀|
亚洲欧美一区二区三区导航|
国产一区二区三区四区毛片|
亚洲乱熟女综合一区二区三区|
久久一区二区三区欧美|
亚洲av高潮潮喷久久天堂动漫|
亚洲国产色在线日韩|
欧美国内成人综合|
日韩高清无的久久精品|
日韩在线观看视频中文字幕一区二区三区
|
日韩欧美中文在线观看一区二区|
黄色毛片视频播放器|
日韩亚洲av免费在线观看|
亚洲一区二区日韩在线
|
精品亚州欧美在线上|
日韩丝袜另类精品av二区|
男人午夜影院在线观看|
欧美激情视频在线观看网址
|
亚洲激情一区在线观看|
日韩欧美黄色成人|
91久久久国产精品福利|
精品国产一区二区三区av在线
|
日本精品一区二区三区网站|
国产日本日韩欧美韩国片|
欧美成人精品三级网站在线观看|
韩国黄色三级电影网|
激情另类国产一区二区三区视频最新|
亚洲大尺度一区二区电影|
午夜啪啪福利视频|
在线一区二区激情
|
亚洲国产欧美在线另类|
久久久99精品91久久久久
|
亚洲国产激情在线看
|
亚洲精品成人av一|
欧美熟女人妻一区二区三区|
精品国产自在现线看久久|
欧美高清乌克兰精品另类|
婷婷免费成人在线观看|
国产亚洲欧美另类电影|
亚洲毛片欧洲毛片国产一品色|
欧美精品高清视频|
亚洲成人久久在线|
精品亚洲一区二区在线播放|
亚洲欧美日韩中文字幕在线一|
免费在线观看成人av网址|
亚洲高清视频二区|
欧美精品中日韩精品在线|
精品无人乱码一区二区三区
|
亚洲av激情网站|
亚洲第一区二区三区四区五区|
国产一二三区在线观看|
国产国产小嫩模无套内谢|
久久一拍一拍精品国产|
亚洲欧美日本性视频|
亚洲欧美日韩中文一区二区|
国产欧美亚洲大片|
久久久久久久久久久力|
成人午夜直播视频|
另类专区亚洲欧美国产中文字幕|
国产91成人免费电影片|
亚洲综合欧美一区二区三区|
亚洲国产精品成人无|
国产成人91色精品免费看片|
毛片在线免费观看视频|
日本在线观看精品视频|
亚洲黄色精品成人av|
91亚洲欧洲日本韩国|
国产日韩欧美精品另类|
久久久久午夜国产精品|
日韩性感美女在线视频网站|
国产福利午夜视频在线|
亚洲成av在线播放|
中文字幕日韩av一区二区|
中文字幕一区二区精品人妻|
黑人巨大精品欧美一区二区久
|
黄色毛片视频免费观看|
亚洲欧美精品在线一区视频|
美女性黄久久久国产精品|
一区二区三区另类视频|
国产精品欧美激情亚洲一区二区|
国内揄拍国内精品视频|
午夜在线成人播放|
欧美日韩另类视频|
日韩大片一区二区在线免费观看|
欧美一级香蕉大片|
成人黄视频在线观看|
韩国日本中文字幕在线观看|
久久久久久人妻精品专区|
亚洲麻豆成人精品久久一区|
国产综合在线观看视频|
午夜精品夜夜看麻豆|
成人在线视频观看免费|
亚洲国产电影在线免费观看|
国产电影午夜成年免费视频|
麻豆国产尤物av尤物在线观看|
91精品国产综合久久香蕉|
亚洲三级在线免费观看|
国产成人精品久久二区二区|
国产亚洲欧美日韩风格在线观看|
色婷婷久久久亚洲欧美|
亚洲91精品在线|
亚洲欧美另类伦理|
欧美三级视频在线|
亚洲视频一区二区在线观看|
欧美日韩在线三区四区|
韩国欧美日本一本|
日本污视频在线观看|
久久精品人妻一区二区三|
久久亚洲国产成人|
成人在线免费观看国产|
精品人成电影在线观看|
国产成人亚洲欧美二区综|
伊人久久大香线蕉av一区二区|
欧美一区二区三区精品系列
|
国产一区二区三区精品欧美日韩一区二区三区
|
国产在线观看播放日韩精品|
免费黄色小视频网站|
人妻偷拍精品视频在线|
欧美国产精品亚洲精品观看
|
午夜日韩欧美在线|
四虎精品久久久久影院|
成人精品久久频道|
亚洲综合伊人久久综合|
牛牛精品国内免费一区|
看日本黄色一级片|
国产亚洲第一伦理第一区|
国产精品欧美精品|
亚洲欧美一区二区日韩|
在线观看国产亚洲日本|
欧美三级精品一区二区三区|
精品国产日韩亚洲一区在线|
日本久久频这里精品|
视频国产欧美一区二区|
欧美午夜精品电影|
欧美黄色大片免费观看|
午夜视频在线观看一区二区|
91麻豆精品在线观看|
亚洲欧美日本在线一区麻豆|
欧美亚洲日本在线观看成|
亚洲国产精品成人久久|
欧美激情一区二区综合|
最新国产久免费视频观看|
91九色国产社区在线观看|
日韩欧美亚洲变态另类|
亚洲国产日韩欧美精品在线观看|
韩国三级在线国产|
国产国产精品人在线视|
国产国产精品成人免费|
亚洲熟妇久久精品|
国产欧美一级二级三级在线视频|
国产乱码精品一区|
日本欧美激情国产|
成年人色片精品一区二区|
亚洲精品一区二区电影在线|
成人国产久久精品|
91蜜臀久久精品一区二区三区|
国产中文字幕视频一区二区三区|
欧美日韩国产在线精品|
久久精品国产自在一线|
欧美日韩中国产视频|
亚洲av制服丝袜日韩高清|
久久精品国产亚洲av麻豆助威|
午夜av在线免费观看|
国产熟女白浆精品视频2|
久久伊人精品在这里|
欧美特黄特色三级在线观看|
欧美超乳巨大肥奶|
黄色一级生活大片|
日本免费网站一区二区三区|
亚洲欧洲日本午夜一级精品|
午夜毛片在线影院|
亚洲精品久久二区三区|
欧美亚洲另类第一页|
久久久成人午夜免费视频|
国产成人欧美一区二区三区在线|
欧美色欧美亚洲另类二区精品
|
精品一区二区三区波多野结衣|
亚洲欧美日产综合视频|
成人国产影视一区二区三区|
日韩手机在线观看|
欧美日产国产成人精品|
欧美电影久久久久|
亚洲午夜精品人久久|
久久国产视频这里|
亚洲欧洲av性色在线播放|
国产午夜福利视频在线播放|
日韩国产欧美一级片|
激情丁香开心久久综合|
91久久国产电影|
亚洲精品另类国产一区|
91精品成人国产在线电影|
欧美一级一级做性视频|
一区二区三区在线观看岛国视频|
五月天激情久久综合一区|
免费国产成人高清在线|
久久成人精品在线观看|
国产91极品福利手机观看|
国产成年电影在线|
欧美高清色视频在线播放|
伊人久久激情综合|
欧美黄色一级久久久久久片|
精品久久人妻av中文字幕|
中文简体视频日本熟妇乱码|
国产主播在线一区二区|
亚洲欧美人妻中文字幕在线|
91麻豆精品在线|
日本韩国精品一区二区|
欧美一级黄色大片久久|
一区二区午夜刺激视频|
中文字幕一区二区三区大片
|
日韩久久综合一区|
国产精品亚洲欧美素人|
久久狠狠躁免费观看|
久久经典精品视频|
欧美激情综合另类|
国产精品一区二区午夜电影网|
日韩欧美精品在线一区二区三区|
一本久久精品久久综合桃色|
日韩乱码av色综合高清|
亚洲欧美精品网站在线观看|
日韩亚洲欧美三级|
国产精品久久久一区二区91|
免费国产成人午夜福利|
精品久久久三级丝袜|
欧美一区二区三区精品系列
|
欧美日韩精品在线观看一区二区
|
久久伊人精品影院一本到综合|
亚洲精品国产成人久久|
国产成人一区二区三区四区在线观看|
最新国产精品首页免费在线观看|
在线欧美国产另类|
国产日韩欧美系列区|
国产真实伦视频在线视频|
国产一区二区三区精品女同|
91一区二区精品国产乱|
日韩av在线国产一区|
久久伊人色av天堂九九小黄鸭|
日韩激情在线播放一区二区|
国产丝袜熟女一区二区在线|
欧美性久久久久久久久久久|
久久久精品国产亚洲av|
欧美精品中文在线免费观看|
亚洲一区二区女搞男|
国内精品久久久久尤物|
日本高清在线观看|
午夜精品成人亚洲|
欧美亚洲日本另类在线视频|
日韩亚洲一区二区三区|
亚洲播放视频在线|
亚洲国产精品丝袜制服诱惑|
日韩欧美伊人久久大香|
欧美一区二区三区性|
91亚洲国产成人精品看片|
日韩国产精品大片|
欧美亚洲综合激情在线|
国产精品精品一区在线发布|
国产精品久免费视频|
中文字幕视频在线一区二区三区|
欧美一级在线视频|
亚洲欧美日韩国产成人综合|
一区二区三区日韩亚洲中文视频|
日本亚洲欧美一区二区三区|
日韩精品一区二区三区在线观看视频网站|
日本一区二区三区视频高清视频|
中文字幕伦伦一区二区三区|
国产午夜伦伦伦午夜伦|
亚洲天堂网av在线观看|
国产日产欧美成人|
香蕉成人黄色视频|
欧美精品成人一区二区|
狠狠综合久久av一区二区|
亚洲欧美中文字幕二区|
国产精品第三页在线看|
日韩激情视频一区二区三区|
日韩成人伦理电影在线|
国产毛片网站视频|
巨人精品福利官方导航|
国产高清久久精品毛片亚洲
|
国产欧美精品久久久一区二区三区
|
亚洲日本综合在线|
国产成人综合在线观看网站|
国产亚洲欧美在线观看三区|
91香蕉国产在线观看免费永久苹果版|
亚洲精品另类国产一区|
国产精品一区一区在线观看|
欧美精品亚洲第一区在线观看|
亚洲精品综合一区二区三区|
91久久久国产精品|
欧美日韩国产午夜视频|
麻豆激情久久av|
国产最新凸凹视频免费|
国产精品免费福利久久|
国产午夜三级一区二区三区视频
|
亚洲av永久久久久久久|
日韩美女视频网站|
国产精品一区二区午夜电影网
|
久久精品亚洲一区二区三区欧美|
久久精品女人毛片国产|
精品亚洲国产成人久久一线夕|
国产性色av免费观看|
国产精品午夜福利在线播放|
私人午夜影院一区|
亚洲午夜久久电影|
久久久婷婷国产一区二区三区|
欧美激情亚洲激情一区二区三区
|
精品人成电影在线观看|
日韩精品一区二区三区在在线|
高清精品一区二区三区一区|
日本女优一区二区三区在线视频|
在线观看日本欧美视频网站|
日本人奶水中文影片|
久久青草福利免费资源网站|
亚洲第一区二区三区四区五区|
狠狠婷婷综合久久久久久|
91日韩中文字幕|
超碰国产综合国产亚洲|
色午夜激情视频在线观看|
日韩一区精品在线观看|
国产日韩欧美一区二区三区四区|
日韩成人伦理电影在线|
国产精品久久第一二三区|
久久婷婷综合亚洲|
日本三级欧美三级人妇英文
|
欧美日本另类视频|
亚洲精品国产福利|
欧美精品亚洲精品另类|
精品久久香蕉国产线看观看亚洲|
亚洲av色一区二区三区精品东京热|
亚洲精品一区观看|
欧美一线二线三线毛片|
国产一区二区三区欧美成人欧美
|
欧美日韩国产亚洲中文字幕|
免费欧洲成人黄色大片|
国产欧美日韩精品观看|
日韩乱码人妻一二三四区别在线|
欧美人妻不卡一区二区久久|
国产午夜福利电影在线观看|
日韩欧美伊人久久大香|
日韩一级免费在线观看|
在线观看亚洲免费视频|
日本三级免费观看精品久久久|
国产亚洲一二三区精品|
国产美女精品自产拍在线观看|
成人国产久久精品|
精品一区二区三区自拍图片区|
精品视频久久久久久国产免费|
国产剧情av中文|
亚洲欧美国产另类性综合|
欧美一级成人在线播放|
亚洲欧美熟女另类|
国产一区二区三区视频观看|
中文字幕欧美精品日韩在线|
国产欧美一区二区精品婷婷|
亚洲精品一区国产精品丝瓜|
九一麻豆精品国产自产自|
亚洲精品中文乱码av一区|
夜间福利视频欧美日本|
欧美精品中文在线免费观看
|
欧美日本影片在线观看|
久久福利视频美女|
久久久久亚洲国产av麻豆|
亚洲乱色熟女一区二区三区在线播放
|
久久国产av性色生活片|
亚洲精品综合欧美二区变态|
久久电影院午夜福利|
亚洲一区二区成人精品久久|
国产欧美日韩精品二三四区|
国产成人一区二区三区电影|
青青青国产在线观看免费|
欧美一级香蕉大片|
91精品久久久久含羞草|
麻豆精品久久久久久久久|
国产精品久久久免费|
久久久婷婷国产一区二区三区|
天堂在线日韩欧美|
91麻豆激情在线观看|
青青草国产激情在线|
国产最新凸凹视频免费|
亚洲精品一区二区三区桃色|
日韩久久综合一区|
国产午夜福利视频第三区|
日韩一区二区欧美一区|
蜜臀中文字幕一区二区三区|
国产特级淫片免费看|
国产精品视频在线播放|
亚洲三级一区二区三区在线|
久久久久久国产精品免费免费|
亚洲经典毛片视频|
久久精品影视久久|
欧洲日韩在线观看一区二区三区视频
|
欧美日韩理伦一区二区三区
|
国产日韩免费在线|
亚洲精品电影国产综合久久|
久久久一本二本三本|
秋霞日韩在线美利坚合众国|
国产天天搞福利电影|
亚洲欧美日韩激情在线观看一区|
首页欧美日韩中文字幕在线|
亚洲欧美国产三上|
电影在线观看亚洲中文字幕
|
亚洲一区二区免费日本|
国产精品人人视频|
91麻豆亚洲国产成人久久精品|
欧美久久这里有精品|
国产亚洲欧美视频|
欧美一区二区三区加勒比|
久久人妻一区二区三区视频|
欧美日一级在线观看|
国产成人1024精品免费|
久久狠狠高潮亚洲精品|
国产成人亚洲综合色影视大|
亚洲天堂偷偷干成人av|
四虎影视精品永久免费网站|
国产亚洲av色综合精品|
国产麻豆91在线免费观看|
欧美成人四级在线播放|
欧美在线精品永久免费播放|
成人精品一区二区三区中文字幕|
久久综合给会久久狠狠狠|
国产综合色欧美视频观看|
国产一区二区桃色av|
看一级黄色片毛片|
91精品国产高清久久久久久91|
久久久久久国产精品免费无遮挡|
欧美特黄视频免费观看|
成人日韩一区三区|
日韩熟女精品一区二区三区视频
|
在线观看视频免费成人一区|
成人午夜在线视频|
亚洲一区二区日韩在线|
精品视频久久久久久国产免费|
爱久久av一区二区三区|
欧美日韩在线观看区一二|
欧美视频激情中文网|
精品在线国产一区二区|
日韩欧美亚洲国产精品字幕久久|
麻豆激情久久av|
韩国美女精品久久久久久久|
国产电影午夜福利|
日本成人免费在线|
欧美激情一区二区三区中文字幕|
日本少妇一区二区三区福利视频|
国产蜜臀av在线一区二区三区|
亚洲香蕉影视在线播放
|
国产精品免费精品自在线观看|
美女黄色国产精品|
国产精品久久在线观看|
欧美特黄色一级片|
国产亚洲欧美日韩精品在线|
亚洲欧美久久尹人久久麻豆|
国产成人91青青草原精品|
亚洲人成人亚洲人成在线观看|
亚洲欧美国产一区二区在线|
欧美日本一道最新免费二区三区|
日韩高清在线播放|
亚洲免费黄色一级片|
午夜毛片在线影院|
在线免费视频国产|
成人一区二区三区四区|
一区二区三区日韩在线免费观看|
亚洲欧美大尺度在线观看|
亚洲精品国产一区二区别|
国产精品亚洲欧美一区麻豆|
亚洲精品国产成人久久av|
日韩中文字幕网站导航|
国产毛片精品视频|
中文字幕在线观看日本|
国产日本一区二区在线观看|
久久精品国产亚洲av高清区|
亚洲中文一区二区三区四区五区|
日本亚洲欧美成人|
成人毛片视频免费网站|
国产精品夫妻自拍av|
国产精品另类专区|
久久久成人欧美精品|
国产精品妇女一区二区三区|
揄拍自拍日韩精品|
日韩欧美中文字幕在线一亚洲|
国产91视频在线|
亚洲欧美制服丝袜在线观看|
午夜在线国产欧美|
日韩国产欧美一级片|
国产成人精品久久亚洲区|
奇米影视亚洲色图|
亚洲第一区二区三区四区五区|
亚洲精品视频免费看|
午夜激情视频在线观看麻豆|
蜜臀久久精品久久久久|
国产麻豆一精品一男同|
诱惑中文字幕日韩一区二区|
国产精品亚洲综合色区韩国|
日本午夜福利视频在线|
亚洲精品中文字幕视频在线观看|
欧美日韩人妻中文字幕懂色|
亚洲国产精品综合久久久|
国产精品伦理电影久久|
日本午夜韩国成人|
中文字幕国产一区二区在线观看
|
日本产亚洲人成人|
日韩欧美一级黄片免费看|
亚洲精品91麻豆|
欧美日韩视频免费|
国产午夜成年人电影|
免费观看黄色网页|
精品妇女一区二区三区
|
伊人一区二区三区综合网|
成人午夜精品网站在线观看
|
丝袜美女丝袜亚洲综合
|
中文字幕伦伦一区二区三区|
欧美成人专区一区|
国产一级免费av|
亚洲三级久久一区|
国产成人在线观看网站|
四虎精品久久久久影院|
久热在线视频精品网站|
91久久夜色精品国产九色|
欧美一性一乱一交一视频多男|
91久久北条麻妃一区二区三区|
自拍一区欧美日韩|
日韩欧美伊人久久大香线蕉|
国产欧美精品一区二区三区老狠|
亚洲国产精品成人免费在线|
天堂一区欧美激情|
奇米影视第四精品亚洲国产|
亚洲欧美日韩中文一区二区|
日韩精品视频美在线精品视频
|
日韩欧美中文字幕在线一亚洲|
午夜性色福利精品视频|
亚洲午夜一区二区在线观看|
欧美日韩内地在线一区二区三区|
国产精品成人一区二区三区|
午夜福利在线一区二区|
国产产一区二区三区久久毛片国语
|
99pao在线视频精品免费|
亚洲国产av综合一区|
欧美在线播放视频|
国产成人综合欧美精品久久|
国产成人欧美一区二区三区在线|
欧美亚洲国产成人精品影院|
亚洲成年人一区二区三区|
日韩欧美亚洲中文综合|
国产成人极品在线观看|
国产亚洲精品久久综|
亚洲欧美一区二区色|
亚洲国产激情在线看
|
成年人视频在线观看欧美|
欧美成国产日韩在线观看|
亚洲综合国产欧美日韩|
欧美激情一区二区三区四区|
精品久久综合视频|
国产福利精品导航|
中文字幕亚洲精品欧美激情|
欧美成人看片久久精品久久|
日韩在线高清毛片|
色婷婷精品久久二区二区av|
日韩欧美国产免费看|
国产午夜福利视频免费观看|
久久国产精品高清一区二区三区|
亚洲免费一区二区在线观看|
免费成人久久久av|
成人福利一区二区在线观看|
欧美一级激情91|
国产欧美日韩美女在线电影|
欧美精品激情一区二区三区
|
亚洲天堂网一区二区三区四区|
久久激情中文字幕电影|
黄色毛片网站大全|
亚洲成人黄色一区二区|
日本欧美高清成人|
自拍亚洲欧美日韩国产另类|
国产一区二区三区av网站|
黄色毛片视频播放器|
国产性av一区二区三区|
免费播放一级黄色毛片|
91亚洲精品国产第一区|
国产特黄大片美女精品|
国产日韩欧美中文字幕|
黄频免费观看在线播放|
国产原创精品视频|
久久精品成人91一区二区|
亚洲欧美大尺度在线观看|
国产精品欧美久久|
亚洲精品欧美在线播放|
国产成人一区二区三区电影|
午夜免费三区四区|
欧美日韩在线成人一区二区|
免费观看高清韩国日本大全|
欧美三级精品一区二区三区|
91蜜臀久久精品一区二区三区
|
欧美成人精品三级网站在线观看|
av天堂黄色成人|
国产喷白浆在线播放|
久久精品成人91一区二区|
日韩av免费在线看|
精品理论片一区二区三区|
午夜啪啪福利视频|
午夜毛片在线影院|
国产美女作爱视频|
亚洲三级久久一区|
亚洲美女狠狠视频在线播放|
欧美高清色视频在线播放|
亚洲国产欧美日本综合天天看|
国产高清午夜人免费观看精品|
91香蕉视频黄色|
亚洲精品视频日本|
女午夜激情在线观看|
日韩乱码中文字幕|
亚洲国产成人av影片在线|
在线视频福利国产|
国产成人一区二区午夜精品|
国产午夜福利电影在线观看|
欧美精品一区二区色综合|
日韩久久综合一区|
日韩欧美一区中文|
欧美日韩国产电影一区二区|
欧美电影久久久久|
国产第一页第二页|
成人综合欧美网站|
国产乱码精品一区|
性欧美激情精品在线|
亚洲视频和欧美视频在线观看|
av精选在线观看精品|
国产欧美精品在线播放|
午夜免费在线欧美|
欧洲国产伦久久久久久片|
精品国产一区二区三区久久久久久|
伊人久久大香线蕉综合网站
|
亚洲国产综合久久|
性色香蕉av久久久天天网|
免费亚洲三级在线|
日本欧美一区二区在线观看|
成av人片一区二区三区久久|
欧美高清乌克兰精品另类|
欧美在线精品永久免费播放|
亚洲欧美日韩精品国产91|
成人在线免费观看国产|
欧美精品欧美极品欧美激情|
国产精品嫩草久久久久网站
|
91色老久久精品偷偷性色|
人妻久久久久免费精品|
国产av日韩一区二区三区精品
|
蜜桃久久亚洲精品一区二区|
午夜激情视频在线观看麻豆|
国产精品视频一区二区色戒|
日韩精品在线三区中文字幕|
91亚洲精品一区|
亚洲欧美日本在线观看|
在线精品国产亚洲av日韩|
亚洲天堂光棍影院|
久久在线观看免费视频|
欧美亚洲国产成人精品影院|
国产一区二区久久精品成人午夜|
在线91精品亚洲网站精品成人|
久久夜色精品国产亚洲av上下|
欧美人精品在线观看完整版|
亚洲一女毛片视频|
私人午夜影院一区|
伦理中文字幕日韩亚洲欧美|
国产亚洲欧美日韩在线看片|
日韩在线播放全免费|
日韩视频一区在线|
久久精品国产亚洲av专区|
av香蕉久久精品日日躁夜夜躁|
国产资源免费观看|
国产一区视频欧美|
亚洲大片免费在线观看|
久久国产精品高清一区二区三区|
变态另类成人av一区二区|
一区二区三区亚洲精华液|
韩国日本欧美三区|
久久一区二区精品区|
中文字幕第一区第一页|
成人网在线观看视频|
午夜精品亚洲一区二区三区嫩草|
亚洲一区二区三区av高清|
国产精品一区三区四区五区|
成人一区二区三区中文字幕|
亚洲成年男人在线观看|
亚洲视频中文字幕在线|
欧美成在线观看国产|
亚洲av日韩av在线天堂|
欧美国产精品一区二区三|
国产精品女同av在线观看|
亚洲福利视频在线观看|
日本亚洲网站免费|
一级做a爰片久久毛片唾|
国产亚洲精品一区二区三区
|
亚洲中文字幕日韩经典空组|
日韩亚洲欧美在线观看|
黄色毛片视频在线免费|
天堂在线中文无弹窗全文阅读|
中文在线日韩欧美在线观看|
亚洲国产一区二区三区四区五区|
日本日本日韩日韩|
久久老熟女av一区三区|
国产一区二区久久99视频|
亚洲欧美国产日韩精品|
国产二区一区在线观看|
亚洲国产一区二区三区在线视频|
亚洲成年人电影在线观看|
成人午夜大片免费视频|
国产成人午夜影院|
欧美一区二区三区四区中文字幕|
日韩乱码中文字幕|
亚洲精品中文字幕一区二|
亚洲欧美另类伦理|
免费国产成人午夜福利|
91麻豆精品国产剧情|
日韩伦理片免费在线观看|
亚洲韩国日本精品在线视频|
欧美日韩精品云播在线|
亚洲国产视频精品|
亚洲欧美日韩中日|
国产一二在线观看|
高清午夜福利视频|
日本午夜福利视频在线|
日韩欧美最新中文字幕|
日本一区二区免费精品视频|
亚洲一区二区三区三州|
亚洲依依成人综合网址首页|
国产岛国av在线播放|
激情戏欧美一区二区|
中国在线播放精品区|
91精品国产福利尤物|
色婷婷六月亚洲婷婷丁香|
午夜精品久久久日韩欧美|
国产大战开裆丝袜高跟美女|
国产精品成人综合一区二区三区
|
日韩精品人妻一区二区三|
国产精品欧美成人久久|
国产一级黄色片在线免费观看|
日韩中文字幕网站导航|
精品亚洲欧美综合长片在线|
成人国产精品久久久电|
国产精品高潮呻吟久久av嫩|
午夜欧美激情一区|
亚洲国产精品女主播|
亚洲欧洲一区二区在线观看|
久久精品免费国产区|
人人人妻人人澡人人爽欧美四区|
在线观看亚洲免费视频|
欧美日韩综合久久久|
久久成年女性毛片|
欧美日产国产成人精品|
成人免费在线播放av|
91热国内精品永久免费观看|
日韩欧美国产三级|
久久国产视频影院|
国产精品内射久久久久欢欢|
国产精品免费福利|
国产视频欧美亚洲|
国产精品另类专区|
欧美在线日韩一区二区|
中国黄色一级片毛片|
午夜国产精品影院|
日韩欧美影院观看|
在线国产视频福利|
亚洲成人av一区在线|
欧美一区二区三卡在线观看
|
日韩欧美一区二区视频观看|
日本特黄特色大片免费视频|
粉嫩蜜臀av国产精品网站|
欧美区亚洲区日韩区国产区|
欧美超乳巨大肥奶|
亚洲国产日韩精品中文字幕|
亚洲欧美大尺度在线观看|
日韩日韩日韩日韩日韩熟女|
亚洲欧美久久久久一区二区三区|
久久久亚洲精品毛片|
欧美成年人在线观看视频|
久久亚洲成人一区二区三区|
日本人妻一区二区三区在线|
亚洲av爽爽香蕉久久影片|
午夜福利在线观看免费高清
|
久久精品免费国产区|
国产岛国av在线播放|
欧美视频中文字幕|
欧美在线一区二区三区免费|
国产三级在线观看视频|
亚洲成人日韩电影|
久久av午夜网站|
欧美高清国产精品|
亚洲一区二区三区亚瑟|
欧美日韩一区二区三区女|
亚洲成人日本三级|
成人av福利在线|
日本成人精品久久|
在线成人免费精品视频|
久久九九久久精品|
久久久久国产精品欧美一区二区三区
|
免费看片一区二区三区成人|
福利亚洲一区二区|
国产第一页无限资源|
色午夜激情视频在线观看|
婷婷欧美一区二区三区四区
|
国产欧美精品在线播放|
亚洲av免费在线看网站|
果冻传媒mv国产推荐视频|
9191国语精品高清在线最新
|
国产在线精品一区二区在线观看
|
国产成人精品久久二区二区|
韩国三级电影全集免费|
亚洲国产成人av一区二区|
国产成人在线观看网站|
在线电影精品欧美一区|
亚洲欧美日韩中文国产|
色婷婷精品免费视频|
欧美一区二区精品系列在线观看|
日本免费网站一区二区三区|
中文日本国产高清|
国产午夜伦伦伦午夜伦|
欧美日韩国产色一区二区三区|
日本午夜韩国成人|
日韩亚洲视频国产|
国产亚洲精品久久国产剧情|
午夜视频久久精品|
亚洲欧美久久尹人久久麻豆|
亚洲素人日韩av中文字幕|
亚洲依依成人综合网址首页|
国内外一区二区三区视频网|
欧美精品一区二区在线观看播放|
精品久久香蕉国产线看观看亚洲|
亚洲欧美另类套图一区二区三区在线
|
精品国产亚洲av无人区二区
|
亚洲欧洲日产国码二区在线|
狠狠综合久久av一区二区
|
欧美韩国日本国产精品一区|
欧美一区久久久二区三区|
亚洲午夜久久电影|
日本亚洲中文字幕|
在线精品国产成人综合|
欧美牲交大片免费观看|
五月久久婷婷综合片丁香花
|
欧美精品一区二区三区久久蜜臀|
亚洲精品电影国产综合久久|
亚洲国产日韩精品怡红院|
在线观看成年人一级黄色毛片|
亚洲成人av一区在线|
在线看国产日韩欧美|
一区二区三区午夜福利视频|
亚洲国产成人精品青青草原|
黄色毛片成人三级毛片|
欧美一区二区久久免费看|
性色香蕉av久久久天天网|
亚洲成人久久在线|
国产成人欧美精品|
91大神亚洲影视在线|
日韩三级毛片在线播放|
亚洲国产午夜尤物|
日本欧洲亚洲一区在线观看|
久久伊人精品影院一本到综合|
日韩在线www中文字幕|
一区二区午夜刺激视频|
亚洲免费色视频在线|
国产欧美综合在线|
日本亚洲欧洲黄视频|
日韩午夜黄色影院|
欧美精品久久一二三区|
国产精品精品久久久久久久久|
国产精品网站免费观看视频|
日本在线午夜影院|
欧美日韩免费字幕|
成人福利网站免费|
中文字幕偷拍视频一区二区三区
|
欧美日韩午夜视频|
国产激情在线观看一区|
精品欧美在线精品|
国产成人精品日本动漫电影|
亚洲欧美日韩国在线|
久久精品国产亚洲av蜜色|
欧美极品另类高清视频|
欧美图片在线视频|
一区二区综合欧美日本中文|
精品久久久久久久国产偷窥|
国产亚洲精品一亚洲精品|
亚洲欧美中文字幕二区|
精品亚洲午夜久久久久91|
日韩在线视频中文字幕|
欧美成人久久一二三区|
蜜臀中文字幕一区二区三区|
国产麻豆激情av在线播|
在线观看国产日韩精品|
国产精品国产三级在线专区|
成人av在线教育|
伦理中文字幕日韩亚洲欧美|
亚洲国产精品一区二三区|
欧美国产大尺度在线观看|
免费黄色一级片视频网|
欧美色欧美亚洲另类二区精品|
国产主播在线一区二区|
亚洲精品免费激情视频|
亚洲午夜久久久久久尤物
|
欧美精品区在线播放|
欧美日韩理伦一区二区三区|
韩国精品免费视频|
欧美亚洲国产另类日韩在线|
亚洲一区二区三区三州|
伊人久久大香线蕉av一区二区|
国产黄色观看午夜诱惑|
成人国产影视一区二区三区|
日韩专区亚洲精品|
91久久综合精品国产|
国产熟女一区二区三区灬|
秋霞撸丝成人av电影大香蕉久久|
亚洲欧美日本在线一区麻豆|
欧美日韩乱妇高清免费|
欧美韩国日本中国黄色片|
人妻久久久精品66系列|
中文字幕三级黄视频|
蜜桃精品视频在线|
日韩国产欧美一区二区三区在线观看
|
狠狠久久欧美精品|
亚洲国产日韩欧美精品在线观看|
亚洲人成在线国产精品|
免费欧美黄色一区二区|
国产精品免费久久久影院|
成年午夜性视频免费播放|
国产福利一区二区三区在线观看|
国语版一级黄色大片|
欧美一区二粉嫩精品国产一线天|
国产视频一区在线|
日韩欧美在线观看|
精品视频一区二区三区四区|
成人91在线精品福利|
亚洲av制服丝袜日韩高清|
国产精品永久久久|
伊人久久大香线蕉综合网站|
亚洲精品视频在线看|
亚洲综合在线成人一区|
亚洲成av大片大片在线播放|
欧美精品高清视频|
午夜福利在线电影|
国产精品高潮呻吟久久网|
国产一区二区三区午夜电影|
日本乱码中文字幕在线观看|
日本午夜免费视频|
亚洲av日韩av综合色婷婷|
国产一区日韩在线观看|
亚洲国产日韩欧美一区二区三|
日本亚洲精品一区|
国产欧美久久精品免费|
一区一区三区产品乱码午夜|
日韩国产精品免费人成视频|
国产成人精品日本动漫电影|
人人澡人人妻人人爽欧美二区|
亚洲欧洲视频在线观看免费|
午夜福利热门精品福利视频
|
欧美亚洲另类久久综合|
婷婷欧美一区二区三区四区
|
欧美特黄色一级片|
特级毛片精品美女久久久久|
国产无圣光高清一区二区|
三级成人毛片视频|
巨熟乳波霸中文观看免费|
天堂av午夜精品在线观看|
一区二区三区久久婷婷|
五月久久婷婷综合片丁香花
|
欧美日韩精品国产一区在线|
成人av大全在线观看|
午夜寻花高颜值极品女神|
亚洲精品综合欧美二区变态|
亚洲日本少妇精品|
日韩欧美一区二区在线观看|
日韩欧美一区二区视频观看|
国产成人综合亚洲欧美丁香花|
国产欧美亚洲大片|
国产精品另类专区|
免费观看亚洲精品福利片|
av岛国高清一区二区三区|
成人福利网址永久在线观看|
av天堂成人官网在线观看|
国产精品久久久久久久久av竹菊|
美女诱惑国产精品|
91精品久久久久含羞草|
久久久日本黑人精品|
欧美制服丝袜国产在线观看
|
亚洲美女福利在线观看|
欧美成人三级伦在线观看|
亚洲成年男人在线观看|
国产午夜三级一区二区三区视频|
欧美中文日韩一区二区色视频精品
|
国产欧美日韩精品在线|
国产老太一性一交一乱在线观看|
国产精品五月色六月婷婷|
91福利国产在线观看一区二区
|
亚洲精品熟妇一区二区三区|
91久久综合精品国产|
国产成人精品综合久久|
成人av在线观看一区二区三区|
麻豆9191精品国产|
国产成人在线二区|
国产精品久久久久亚州av|
国产日韩一区二区三区av在线
|
中文欧美日韩国产在线|
香蕉在线精品亚洲第一区|
精品国产一区二区三区久久久蜜|
日韩国产午夜影院|
精品国产乱码久久久久久预案|
日韩亚洲一区二区三区|
亚洲欧美日本在线播放|
搡老女人露脸精品视频在线观看|
国产激情精品一区二区三区|
国产午夜福利视频免费观看|
伊人久久大香线蕉av仙人|
四虎影视精品永久免费|
日韩专区中文字幕人妻|
91亚洲精品一区二区乱码|
一日本道加勒比高清一二三
|
亚洲欧洲精品中文字幕在线|
人妻久久久精品66系列|
亚洲国产成人免费网站|
美女三级黄色毛片网站|
亚洲中文av一区二区三区|
亚洲欧美成人手机在线|
亚洲精品国产精品一区二区三区
|
九一麻豆精品国产自产自|
亚洲中文一区二区三区四区五区
|
黄色成人毛片网站在线观看|
日本中文字幕网站在线观看|
国产在线观看播放日韩精品|
欧美韩国日本中国黄色片|
国产香蕉视频在线观看|
久久国产成人午夜av影院宅|
精品日韩欧美二区三区|
免费在线亚洲视频|
中文字幕亚洲电影在线观看|
国产视频一区精品|
在线视频观看中文字幕|
亚洲国成人精女人久久久|
久久久久久免费观看|
亚洲精品国产一区二区别|
午夜毛片视频在线观看|
欧美一级特黄大片在线观看|
在线精品日韩一区二区三区|
日韩欧美亚洲国产午夜在线|
免费在线观看的色黄网站|
国产日韩精品欧美一区灰
|
欧美日韩国产天美麻豆|
91精品国产高清久久久久久91|
国产资源免费观看|
91国内精品久久久久免费影院|
成人永久看片免费视频天堂|
日韩国产精品免费|
欧美日本高清成人|
国产熟女大胆自拍|
国产精品亚洲精品国自产|
在线播放国产三级网|
亚洲精品国产精品一区二区三区
|
免费欧美黄色一区二区|
日韩欧美亚洲综合精品野|
久久亚洲春中文字幕久久久|
亚洲av日韩av高潮|
日韩欧美亚洲精品一区|
欧美在线观看一区二区三区|
午夜福利在线观看免费高清|
日韩视频一区二区三区免费视频|
亚洲欧洲日韩国产av|
国产二区一区在线观看|
亚洲第一区二区三区四区五区|
成人天堂资源在线观看|
久久婷婷亚洲一区二区|
国产精品一区二区午夜电影网
|
久久国产精品视频免费播放|
国内精品久久久久久久亚洲|
亚洲欧美国产日产|
国产第一页无限资源|
精品一区二区三区四区激情
|
成人av在线日韩|
欧美性久久久久久久久久久|
欧美一区二区三区四区中文字幕|
亚洲国产日韩欧美精品在线观看
|
欧美成人午夜一级|
国产精品久久久免费|
欧美精品成人区一区二区三|
国产高清自拍日韩欧美网站|
国产韩国日本三级在线|
久久久精品国产亚洲av|
久久亚洲av午夜福利精品一区|
国产午夜在线观看免费|
中文字幕一区二区视频在线|
亚洲另类欧美在线|
91久久精品亚洲国产|
亚洲欧美久久尹人久久麻豆|
久久久黄色一级片|
国产亚州欧美精品一区|
国产精品女同av在线观看
|
另类专区欧美专区|
亚洲欧美中文日韩高清|
亚洲av乱码一区二区三区夜夜
|
欧美日韩一级在线观看一区二
|
亚洲精品高清成人|
久久久久久天天夜夜天天|
国产精品日产欧美久久|
中文字幕偷拍视频一区二区三区|
亚洲天堂偷偷干成人av|
亚洲香蕉影视在线播放|
国产欧美日产一区二区三区大全|
国产精品精品一区在线发布
|
欧美国产精品久久久|
综合国产日韩欧美视频|
成人午夜在线视频观看一区|
自拍偷区亚洲综合激情|
国产日韩精品另类二区|
一区二区三区午夜福利视频|
狠狠综合久久av一区二区|
亚洲高清国产拍精品青青
|
91麻豆精品国产剧情|
精品久久久久亚洲午夜|
国产av人人夜夜操人人爽|
日韩免费高清一区二区三区|
在线视频观看中文字幕|
久久亚洲制服丝袜综合网站|
在线观看日本欧美国产|
亚洲欧洲日产中文字幕|
亚洲欧美另类套图一区二区三区在线|
看国产一区二区三区|
亚洲欧洲日韩在线|
中文字幕一区二区三区在线看片|
日韩欧美激情国产中字在线|
国产亚洲精品美女久久久电影|
欧美日韩国产色一区二区三区
|
亚洲毛片一区二区在线观看|
欧美黄色片久久久久|
欧美日韩黄色第一|
秋霞日韩一区二区三区在线观看|
国产人成视频在线观看青草网
|
国产福利一区二区三区高清|
国产美女三级在线观看|
亚洲成人av男人天堂|
国产麻豆精品aⅴ免费观看|
欧美激情综合五月天|
日本成人精品久久|
亚洲欧美曰韩精品|
国产日韩欧美一区二区三区四区
|
精品伊人久久大香线蕉网站|
人妻熟女av一区二区三区|
亚洲极美女高清在线观看|
国产日韩欧美亚洲专区|
国产一区亚洲一区|
丝袜美女丝袜亚洲综合
|
久久精品国产日本波多野结衣|
亚洲欧美日韩综合第一第二区
|
日韩视频一区二区三区免费视频
|
国产精品电影一区|
亚洲免费中文在线|
午夜激情在线免费|
久久久成人午夜视频|
日韩av在线精品免费观看|
91精品国产网曝事件门|
日韩黄色免费大片|
亚洲中文字幕自拍|
成人在线观看亚洲欧美|
日韩欧美一区二区三区在线观看|
国产蜜臀午夜麻豆精品|
国产精品久久久久av福|
日本一本一区二区|
国产精品日本在线|
亚洲精品美女久久久久av
|
色综合天天综合网国产成人综合|
精品亚洲欧美综合长片在线|
日韩欧美亚洲国产精品字幕久久
|
亚洲高清一区二区三区在线|
欧美精品诱惑久久久久久久|
亚洲中文一区二区三区四区五区|
久久久欧美成人精品观看|
亚洲国产成人综合网站最大
|
国产一二在线观看|
国产视频一区在线|
国产精品午夜九九视频|
亚洲欧美日韩国产激情|
黄色生活一级大片|
在线看日本吃奶孕交|
a欧美午夜在线视频|
亚洲免费中文在线|
亚洲一区二区三区四区五区六区|
亚洲尤物一区二区|
国产三级漂亮女教师|
久久久精品熟女亚洲avv|
国产原创视频在线|
欧美福利在线视频|
国内免费精品永久在线视频|
欧美牲交大片免费观看|
视频二区精品中文字幕|
在线播放欧美亚洲|
亚洲欧洲第一区第二区|
亚洲第五色综合网|
狠狠欧美日韩精品久久|
国产中文字幕一区|
亚洲欧美日韩中文国产|
亚洲欧洲美洲在线观看一区|
欧美日韩国产成人在线91
|
狠狠色伊人久久精品综合网|
欧美亚洲有限公司在线观看|
成人永久看片免费视频天堂|
亚洲人成一区二区三区性色|
粉嫩蜜臀av国产精品网站|
日韩精品久久久久久性色|
亚洲丁香激情六月|
亚洲成人卡通动漫在线观看|
国产成人免费高清直播网站|
亚洲成人卡通动漫在线观看|
日韩欧美一区二区三区中文精品|
国产午夜在线观看成人|
日韩亚洲国产成人在线|
久久婷婷人人澡人人爱91|
欧美日韩中文字幕高清在线观看|
国产精品欧美成人久久|
免费国产在线精品一区|
免费大片黄手机在线观看|
欧美男女啪啪一区二区三区|
欧美福利一区在线观看|
精品国产熟女久久久|
国产午夜精品福利视频麻豆|
欧洲视频在线一区二区|
亚洲国产av综合一区|
国产精品日本在线|
日韩在线电影亚洲专区|
北条麻妃毛片在线视频|
天天在线精品视频在线观看|
麻豆精品在线观看视频|
日本午夜免费视频|
欧美日韩国产综合视频一区二区二
|
久久久国产精品福利一区|
亚洲激情校园春色精品|
亚洲国产日产韩国欧美综合|
精品久久洲久久久久护士免费|
国产91一区在线|
欧美性夜夜春夜夜爽|
免费黄电影欧美日韩|
色爱精品视频一区二区|
中文超字幕日韩一区二区三区|
亚洲国产成人极品综合|
国产精品一区二区亚洲天堂
|
精欧美韩国日本国产|
国产三级漂亮女教师|
欧美日韩午夜视频|
久久成人伊人欧洲精品|
国产在线视频欧美一系列|
国产熟女一区二区三区蜜臀|
亚洲日本在线观看欧美|
国产第一页第二页|
欧美日韩国产成人在线播放|
日韩丝袜另类精品av二区
|
日本成人免费在线|
欧美日韩在线下一页|
亚洲欧美日本在线播放|
蜜桃精品视频在线|
国产福利一区二区在线视频|
国产一区二区欧美区|
亚洲欧美日韩激情在线观看一区
|
麻豆黄色视频免费在线播放|
国产高清亚洲一区亚洲二区|
国产午夜精品福利亚洲综合网|
欧美一级黄色免费大片|
中文字幕第一区第一页|
国产精品久久久久av福|
欧美在线播放一区综合|
亚洲日韩精品欧美一区二区|
av一区二区久久|
亚洲一区二区三区av高清|
中文字幕日本αv一区二区|
亚洲美女av在线播放|
成人性生交大全免费中文版|
亚洲综合欧美一区二区三区|
香蕉成人黄色视频|
亚洲熟女精品毛片|
在线观看亚洲高清|
日韩亚洲欧美日韩在线|
丁香婷婷亚洲精品国产区|
久久韩国精品韩国专区|
亚洲精品国产综合久久一线|
欧美午夜激情免费|
欧美激情综合在线|
国产片精品一区在线播放|
在线观看国产精品一区二区|
欧美岛国国产免费|
国产91在线精品|
国产成人综合久久精品红|
国产成人免费av片久久|
亚洲av夜夜欢一区二区三|
手机看片精品高清国产日韩|
一区二区三区另类视频
|
91麻豆精品国产片在线|
国产丝袜制服诱惑在线观看|
一区二区三区在线观视频|
日本视频一区二区在线播放|
国产午夜视频一区二区三区|
日本亚洲网站在线观看|
午夜性色福利精品视频|
欧美亚洲尤物久久综合精品|
亚洲中文字幕在线播放观看|
日韩人妖精品一区二区av|
国产精品经典三级成人国产|
久爱午夜精品免费视频|
欧美精品一区二区视频在线番设|
日韩国产欧美一区二区在线视频|
亚洲欧洲日产国产综合网|
欧美日韩一级在线观看一区二|
91麻豆精品国产福利精品|
国产精品亚洲成人欧美|
日本韩国成人高清在线|
人妻中文字幕日韩综合久久|
亚洲人成精品久久久久麻豆|
一区二区亚洲欧洲国产日韩|
亚洲国产一区二区三区四区五区|
电影日韩版在线看免费|
狠狠色丁香婷婷综合精品视频
|
亚洲欧美综合精品久久成人|
精品在线国产日本|
欧美中文在线观看|
亚洲第一区二区三区四区五区|
欧美日韩视频一二三区|
亚洲av二区国产精品|
午夜精品免费视频二区三区|
国产精品嫩草影院午夜|
一本大道香蕉高清久久|
日韩亚洲在线观看视频|
一级黄色毛片视频|
国产短视频精品一区二区三区|
国产精品制服丝袜美腿丝袜|
久久久久久久黄色大片|
久久最近最新中文字幕大全|
亚洲精品久久久日本精品|
麻豆视频成人入口|
一本久久精品久久综合桃色|
亚洲国产精品综合色在线|
亚洲一区二区三在线观看|
国产特级淫片免费看|
亚洲国产成人精品电影在线观看|
午夜毛片视频在线观看|
激情一区二区在线免费观看|
欧美日本一本线在线观看|
欧美日一级在线观看|
国产亚洲精品久久久久蜜臀|
日本欧美麻豆精品|
亚洲高清在线第一页|
亚洲欧美一区二区三区孕妇|
亚洲精品乱白浆高清久久久久久|
欧美日本高清成人|
日韩伦理动漫在线观看|
牛牛精品国内免费一区|
国产精品久久在线观看|
免费大片黄手机在线观看|
日韩精品人妻一区二区中文|
亚洲一区二区在线免费视频|
亚洲欧美综合免费一区|
日韩在线精品国产|
日韩亚洲国产中文字幕|
久久国产乱子伦精品免费一|
久久亚洲精品成人av大尺度
|
米奇精品视频一区二区三区
|
伊人成人在线观看视频|
日韩一区国产一级|
综合亚洲欧美日韩综合久久|
国产欧美日韩在线电影|
亚洲综合欧美在线|
熟女熟妇一区二区视频精品|
人妻久久久久免费精品|
av在线播放影院亚洲一区|
成人精品免费网站|
一区二区三区四区亚洲精品|
成人综合日韩一区|
亚洲一区二区三区av高清|
亚洲精品日韩丝袜精品|
九热这里只有精品|
一区二区三区在线国产精品
|
日韩欧美中文在线观看一区二区|
日韩精品久久久久高清一区|
亚洲精品成人一区二|
欧美极品另类高清视频|
99国产精品一区二区蜜臀|
日本欧美久久久久久|
欧美一区二区三卡在线观看
|
精品久久久久久久久久国产小说|
欧美黄色片久久久久|
精品国产乱码久久久久久预案
|
久久久久久国产精品免费免费|
免费播放一级黄色毛片|
成人午夜免费国产|
日韩亚洲在线观看视频
|
一日本道加勒比高清一二三|
亚洲精品电影国产综合久久|
欧美一区二粉嫩精品国产一线天
|
欧美日韩在线看一区|
91久久偷偷做嫩草影院免费|
欧美一区高清网站|
精品视频一区二区免费看|
一本一道久久综合狠狠老精东影业|
国产永久免费观看久久黄av片|
亚洲精品在线观看一区二区|
久久一本精品国产亚洲av麻豆|
亚洲欧美一区二区合集观看视频
|
亚洲国产精品制服诱惑|
国产午夜福利美女视频|
国产成人免费高清直播网站|
国产高清自拍日韩欧美网站|
日本精品夜色视频一区二区|
91亚洲精品第一|
成人天堂资源在线观看|
高清午夜福利视频|
亚洲成人av一区在线|
在线看国产丝袜精品|
高清国产一区二区三区|
国产主播在线一区二区|
欧洲亚洲韩国日本国产精品|
在线综合欧洲亚洲视频|
国产精品亚洲精品日韩已满|
大香蕉欧美一级在线|
偷拍一区二区三区在线视频|
亚洲成人精品三区|
亚洲国产精品久久人爰|
国产最新凸凹视频免费|
人人爽人人妻人人澡欧美|
国产麻豆精品一二区|
日本免费精品一区二区三区不卡|
欧美日本另类视频|
欧美日韩亚洲一区二区三区色|
久久精品国产综合精品|
亚洲成人av91|
亚洲国产精品久久久久婷爱影|
国产精品免费福利|
午夜黄色福利电影在线观看|
国产亚洲精品久久久久久牛牛|
国产亚洲欧美在线观看三区
|
欧美一级黄色大片久久|
久久伊人国产av|
久久只有精品免费|
国产一区二区三区视频观看|
亚洲午夜久久电影|
久久久人妻一区二区三区|
日韩国产欧美91精品|
日韩片欧美片另类片|
一区二区三区在线观看日本视频|
欧美日韩一区二区三区女|
国产精品嫩草影院一二三区|
欧美日韩国产色站一区二区三区
|
亚洲成人av十八|
国产精品自产拍高潮在线关看|
亚洲日本少妇精品|
免费看黄网站在线观看黄|
欧美成人三级网站在线观看|
久久人人爽人人爽人人片v高清|
日韩精品一区二区三中文字幕|
色综五月亚洲欧美婷婷|
亚洲欧美制服免费|
欧美日韩国产午夜视频|
国产老太一性一交一乱在线观看|
亚洲香蕉影视在线播放|
亚洲国产日韩精品中文字幕|
欧美日韩视频一二三区|
日本欧美视频六区|
亚洲熟女精品毛片|
亚洲日本韩国欧美美色图|
亚洲综合欧美一区二区三区|
久久亚洲综合色一区二区三区
|
91香蕉依人综合久久|
麻豆国产入口在线观看免费|
深爱激情中文字幕一区二区三区|
亚洲天堂网av在线观看|
亚洲午夜福利一区|
日韩国产精品久久人人|
亚洲欧洲在线亚洲|
免费在线亚洲视频|
香蕉视频在线精品视频|
久久国产亚洲精品|
国产亚洲欧美黄色|
激情亚洲精品国产|
一区二区三区四区蜜桃|
亚洲人成在线国产精品|
亚洲av午夜av日韩在线播放|
亚洲欧美一区二区色|
亚洲综合国产欧美日韩|
欧美日韩精品在线观看一区二区
|
人人妻人人澡人人爽日本|
亚洲制服一区二区|
亚洲精品国产欧美日韩|
精品国产三级剧情网站|
日韩精品在线一区二区三区观看|
亚洲精品丝袜在线一区波多野结衣
|
亚洲国产三级网站|
国产精品视频久久久精品视频|
欧美一级淫片一区二区三区在线|
日韩激情欧美视频|
91啪在线观看国产在线|
亚洲欧美日韩一级片在线观看|
欧美国内成人综合|
日韩黄色免费av|
欧美亚洲综合视频在线|
人妻人久久精品中文字幕|
午夜福利日韩电影|
久久精品亚洲国产av香蕉|
麻豆视频成人在线|
欧洲黄色视频在线播放|
91麻豆精品在线观看|
日本大乳三级在线观看|
国产精品久久久久高请|
午夜啪啪福利视频|
国产日本一区二区在线|
欧美日韩在线看一区|
日本韩国亚洲欧美日区韩区|
久久综合九色综合8888|
99国产精品一区二区蜜臀|
午夜宅男精品一区二区在线观看
|
国产精品亚洲自拍首页
|
亚洲午夜影院在线观看视频|
久久亚洲精品久久久蜜桃|
日本美女午夜福利影片|
麻豆免费网站视频|
在线观看亚洲免费视频|
在线观看视频国产一区二区|
国产大片线上免费看|
午夜一级福利视频免费观看|
日韩手机在线观看|
欧美色综合精品一区二区
|
精品国产一区二区三区av在线|
一本一道久久综合狠狠老精东影业|
日本久久影视大全|
久久久久久人妻精品系列|
色综合久久天天综线观看|
精品国产一区二区三区四区性色|
国产麻豆精品一二区|
午夜网站在线观看|
亚洲国产欧美日韩在线观看第一区|
国产第一页无限资源|
最新国产久免费视频观看|
成人国产亚洲精品一区二|
国产精品欧美激情综合色|
亚洲国产激情在线看|
欧美在线高清视频播放免费|
成年午夜影片国产片|
久久精品国产欧美国产首页|
日本中文字幕一区二区高清在线
|
欧美日韩精品一级片|
欧美成人看片一区二区三区|
日本在线观看精品视频|
国产一二三视频在线观看|
开心久久婷婷综合中文字幕
|
亚洲成人伊人成综合网|
久久久一区二区人妻精品|
日韩在线观看一区二区三区视频
|
国产日韩精品中文字幕|
亚洲欧美制服免费|
亚洲一区二区三区精品网|
国产精品日本在线|
看久久久久久毛片|
日本乱码中文字幕在线观看|
亚洲日本视频在线观看|
中国精品毛片在线观看|
亚洲国产精品成人久久蜜臀|
亚洲欧美日韩人成在线播放|
成人av_一区二区三区|
日韩中文字幕免费观看一区|
91蜜臀久久精品一区二区三区|
秋霞日韩欧美成人|
91欧美日韩亚洲|
国产毛片毛片毛片毛片毛片|
欧美日韩国产亚洲乱码字幕|
国产一区二区三区色淫影院|
精品人妻一区二区三区中文字幕|
日本中文字幕在线在线观看|
久久国产精品视频免费播放|
精品日韩中文电影|
黄色美女av网站|
亚洲欧洲日产国产最新|
亚洲国产精品成人久久|
亚洲精品二区三区中文字幕|
日本中文字幕网站在线观看|
欧美视频淫片在线免费观看|
亚洲播放视频在线|
亚洲欧美日韩国产综合二区精品|
在线观看欧美日韩亚洲|
日韩精品久久久中文|
国产91在线精品|
99精品久久久中文字幕|
高清国产午夜精品久久久久久|
日韩中文字幕精品一区二区视频
|
91在线国产一区二区|
国产亚洲精品亚洲精品久久久久久
|
亚洲日本少妇精品|
久久婷婷是五月综合色狠狠|
亚洲成人免费影片|
亚洲高清一区二区在线|
欧美一区久久久二区三区|
黄色一级视频久久|
亚洲人成一区二区三区性色|
国产成人亚洲精品自产在线|
果冻传媒mv国产推荐视频|
亚洲欧洲视频在线观看免费|
国产激情在线观看一区二区三区|
精品中文视频在线|
国产91视频在线|
亚洲精品综合欧美网在线|
日韩精品日韩在线|
奇米影视第四精品亚洲国产|
久久精品亚洲精品色婷婷|
伊人久久网大香线蕉av|
国产激情精品一区二区三区|
亚洲欧美一区二区三区视频免费|
国产日产欧美精品精品|
在线观看成年人一级黄色毛片
|
日韩精品综合一区二区三区|
亚洲成av片人久久久|
亚洲欧洲国产免费一区|
日本午夜国产精华|
欧美在线综合视频|
亚洲二区三区在线播放|
久久国产视频影院|
国产日产精品视频|
欧美日韩精品一级片|
久久久久特级毛片|
欧美日韩精品在线观看一区二区|
久久伊人国产av|
亚洲三级视频在线播放|
亚洲欧美综合视频一区二区|
日韩欧美第一区第二区|
91久久99久久91熟女精品|
日韩在线www中文字幕|
久久福利视频美女|
亚洲av专区成年女人在线播放
|
男女午夜做爰高清视频|
亚洲一区二区在线观看精品日韩精品
|
国产日本日韩欧美韩国片|
日本人妻交换一区二区三区|
精品在线国产日本|
国产精品激情一区二区三区视频|
欧美国产日韩精品在线一区二区三区
|
中文字幕乱码亚洲精品一区|
韩国日本激情亚洲|
亚洲国产成人精品人久久久|
日韩日本在线观看|
午夜久久久欧美一区|
亚洲av爱爱天堂网|
国产麻豆激情视频|
亚洲欧美一区人妻|
国产短视频精品一区二区三区
|
看国产一区二区三区|
欧美女同性恋综合一区二区
|
日韩精品一区二区三免费|
久久亚洲春中文字幕久久久|
亚洲精品一区二区三区在|
国产精品日韩首页|
成人在线免费观看视频网站|
亚洲视频在线精品|
日韩免费高清一区二区三区
|
欧美日韩午夜视频|
欧美成人一级在线|
亚洲一区二区三区欧美在线观看|
国产精品免费久久久影院|
亚洲国产成人精品电影在线观看|
国产精品另类专区|
精品一二三四五区|
日韩美女人体视频免费播放|
日韩视频中文字幕专区|
欧美另类日韩三级在线观看|
91久久高清国语自产拍|
欧美日韩精品一区二区视频在线观看|
亚洲影院欧美在线|
国产成人av综合久久蜜臀|
亚洲av日韩av高潮|
国产欧美日韩精品一区久久|
欧美另类视频在线播放|
成人av在线观看电影院|
日韩欧美一级二级三级|
国产亚洲综合激情校园小说|
亚洲欧美日韩中文字幕网站|
日韩欧美精品一区二区三区四区|
人妻久久久久av免费看|
国产精品对白刺激久久久|
欧美日韩亚洲成色二本道三区|
亚洲二区三区在线播放|
日韩欧美在线观看成人|
欧美国产日韩极速在线|
欧美成人午夜影院|
国产精品一区二区三区污|
精品视频一区二区免费看|
91精品欧美日韩|
在线日韩欧美国产|
亚洲乱码av一区二区网站|
欧美一级永久免费毛片在线|
中文字幕成人免费高清在线视频
|
欧美亚洲另类视频在线观看|
亚洲欧美另类在线中文字幕|
国产午夜福利视频在线播放|
毛片一区二区三区中文|
午夜国产手机在线视频|
成人在线视频观看免费|
日韩精品人妻一区二区三
|
国产一区二区免费在线观看视频|
一区二区三区久久婷婷|
正在播放国产女免费|
亚洲天堂一区二区三区免费在线|
男女欧美日韩午夜在线观看|
欧美亚洲国产成人精品影院|
国产午夜福利视频第三区|
亚洲熟女乱色综合一区二区三区|
国产精品亚洲综合色区韩国|
欧美日韩黄色第一|
国内精品久久久久尤物|
欧美精品无需播放器在线观看
|
日韩欧美国产丝袜大香蕉|
日本午夜韩国成人|
亚洲欧洲在线亚洲|
99精品久久久中文字幕|
精品欧美日韩国产|
国产欧美日视频在线观看|
91麻豆精品国产剧情|
精品视频一区二区三区四区
|
91精品国产高清久久久久久91
|
影院一区二区精品国产|
黄色三级欧美三级日韩三级|
99久久自偷自偷国产精品不卡
|
亚洲真人日本在线|
91精品日本国产|
亚洲国产综合专区|
日韩精品av一区二区三区|
成人午夜在线视频|
欧美日本另类视频|
亚洲熟女精品久久免费视频|
国产精品欧美久久久久竹菊|
欧美aaaav免费大片|
亚洲女同恋av中文一区二区|
亚洲欧美精品网站在线观看|
国产线视频精品免费观看视频|
久久精品国产亚洲av十八|
婷婷综合缴情亚洲狠狠图片|
免费毛片视频观看高清在线|
日本免费不卡中文字幕视频|
欧美日韩欧美一区二区|
久久影视网电视剧全集免费观看|
日韩精品日韩在线|
国内外精品一区二区三区|
欧美国产日韩在线视频一区|
欧美在线播放一区综合
|
亚洲欧美婷婷在线观看|
国产精品欧美久久|
国产成人精品国内自产拍在线|
在线日本欧美经典一区|
国产欧美自拍在线|
精品国产天堂综合一区在线|
一区二区三区欧美高清|
国产精品一区免费在线观看|
国产伦精品一区二区三区免费观看|
亚洲欧美一区二区在线观看视频
|
亚洲精品乱白浆高清久久久久久|
国产亚洲欧美另类专区|
亚洲人精品午夜射精日韩|
田中瞳在线视频中文字幕|
亚洲精品乱白浆高清久久久久久|
国产成人丝袜网站在线观看|
国产精品思瑞在线观看|
一本色道久久综合亚洲精品不|
日本久久影视大全|
久久久国产精品第一区欧美|
日韩精品中文字幕久久臀|
亚洲美腿欧美偷拍|
日韩中文字幕在线视频人妻|
亚洲人成一区二区三区性色|
国产日韩欧美成人|
国产精品网站免费观看视频|
欧美精品激情一区二区三区
|
91原创视频麻豆|
亚洲电影日本专区|
亚洲中文av一区二区三区|
一区二区三区欧美高清|
午夜福利九色91|
亚洲欧美三级黄色|
成人黄色毛片视频网站|
另类专区欧美专区|
成人永久看片免费视频天堂|
中文字幕精品亚洲|
欧美日本亚洲另类在线视频
|
亚洲国产av玩弄放荡人妇网站|
亚洲欧美强伦一区二区|
亚洲av日韩精品久久国产
|
日韩精品在线观看欧美|
欧洲日韩在线观看一区二区三区视频|
久久久久久亚洲人妻精品|
国产成人综合在线亚洲|
一本久道久久综合久久|
黄色成人免费观看网站|
午夜国产av电影网|
久久久国产精品第一区欧美|
久久综合精品国产日本一区|
亚洲欧美日本在线|
尤物国产福利视频在线观看|
国产精品xx欧美精品|
午夜日韩精品电影|
免费人成黄页网站在线观看国产|
午夜国产av电影网|
欧美黑人巨大精品一区二区|
亚洲国产色在线日韩|
日本中文字幕高清一二区|
在线观看成人精品|
国产精品久久久久高清|
激情另类国产一区二区三区视频最新
|
肥熟女巨臀亚洲一区二区三区|
中文字幕日韩免费|
欧美精品在线一区高清|
日韩欧美一区免费在线|
国产精品一区二区三区涩爱av|
国产欧美日韩久久综合精品
|
亚洲国产成人av影片在线|
亚洲国产丁香综合激情啪|
欧美人妻不卡一区二区久久|
国产亚洲福利精品一区|
国产大战开裆丝袜高跟美女|
中文字幕av一区二区三区高清|
亚洲第一成年人视频|
日韩成人伦理电影在线|
精品久久久久久国产偷窥|
国产精品午夜久久精品|
亚洲欧洲日本午夜一级精品|
亚洲国产福利高中生|
亚洲国产精品一二在线|
亚洲国产日韩成人综合天堂|
国产精品国语在线|
视频在线观看免费一区二区|
亚洲精品福利电影网|
国产一区二区久久久久久|
国产av日韩一区二区三区精品|
亚洲成人av电影一区二区三区|
电影日韩版在线看免费|
成人午夜黄色视频在线播放|
欧美色综合精品一区二区|
久久久久在线观看|
真人毛片免费观看|
色婷婷国产精品欧美毛片|
欧美日韩国产午夜视频|
蜜桃精品视频在线|
欧美亚洲有限公司在线观看|
亚洲三级一区二区三区在线
|
激情综合色综合啪啪开心|
欧美一级特黄大片在线观看|
亚洲中文字幕电影在线看|
日韩欧美一区二区视频观看|
国产真实乱人偷视频在线观看|
国产午夜在线影院一区二区|
色婷婷av一区二区久久|
欧美电影免费观看电视剧大全|
国产精品亚洲а∨天堂2021|
欧美日韩内地在线一区二区三区|
久久亚洲av夜夜嗨|
亚洲婷婷丁香六月|
麻豆免费网站视频|
在线观看欧美午夜|
成人午夜免费国产|
午夜寻花高颜值极品女神|
亚洲综合另类欧美久久|
日韩一区二区在线视频|
久久久久国产精品观看|
久久久久久久久久久力|
午夜私人日韩精品影院|
亚洲波多野结衣日韩在线|
国产大片线上免费看|
国产在线天堂播放|
各国伦理欧美亚洲|
国产免费制服丝袜网站|
欧美精品成人一区二区三区影院|
国产欧美日韩精品一区二区蜜臀|
亚洲综合欧美综合|
人人妻人人澡人人爽日本|
日韩日韩日韩日韩日韩熟女|
亚洲狼人干练合区在线观看|
成人一区二区三区久久精品嫩草|
亚洲欧美日韩午夜|
欧美性色精品一区二区在线|
国产乱码精品一区二区三|
国产交换一区二区三区|
国产真实乱人偷视频在线观看
|
精品一区二区中文字幕在线|
亚洲国产美女在线播放|
亚洲欧洲成人av在线|
国产精品观看在线|
男人午夜影院在线观看|
欧美图片在线视频|
免费看国产精品一级黄色片|
韩国日本亚洲欧美插逼视频|
欧美一区二区三区四区中文字幕|
午夜福利在线一区二区|
亚洲国产大量真实自拍|
在线观看亚洲免费视频|
在线国产日韩欧美首页|
亚洲高清无在码在线无弹窗|
亚洲最新一级毛片|
国产日韩精品另类二区|
亚洲成人精品一区在线|
欧美日韩在线三区四区|
欧美亚洲一级黄色片|
手机看片精品高清国产日韩|
狠狠色丁香婷婷综合精品视频|
欧美精品二区在线观看|
日本少妇一区二区三区福利视频
|
亚洲专区精品久久|
精品国产乱码久久久久av|
国产精品香蕉观看|
日韩欧美亚洲国产午夜在线|
日本成人免费在线|
国产欧美一区二区精品影院|
亚洲国产欧美一区二区三区在线
|
996热精品视频在线观看|
久久一区二区免费看|
国产日韩欧美另类精品|
91麻豆激情在线观看|
强插少妇视频一区二区三区|
免费麻豆国产一区二区三区四区|
国产亚洲欧美日韩一区两区|
国产麻豆精品手机在线观看|
国产精品亲子伦对白|
久久国产乱子免费精品|
亚洲精品每日在线观看|
欧美成人午夜一级|
精品国产一区二区三区久久久蜜|
狠狠婷婷综合久久久久久|
日韩专区亚洲综合|
亚洲av制服丝袜日韩高清|
国产成人精品亚洲|
久久特黄一级黄色视频|
欧美乱妇精品一区二区三区|
日韩欧美在线观看成人|
亚洲美女狠狠视频在线播放|
黄色免费一区二区|
巨熟乳波霸中文观看免费|
日韩欧美一级性片免费网|
日韩综合中文字幕在线视频|
北条麻妃毛片在线视频|
成人黄色一级视频|
国产日韩精品一区二区|
日本第一第二视频在线观看|
国产欧美日产久久|
91亚洲国产成人久久精品网址|
亚洲精品一二三四五|
成年人午夜在线视频|
国产精品视频一区二区色戒|
亚洲欧洲另类日本|
色爱精品视频一区二区|
国产精品嫩草影院一二三区入口
|
日韩在线精品一区|
久久精品国产综合精品|
精品在线国产一区二区|
国产日韩精品中文字幕|
a欧美午夜在线视频|
嫩草成人国产精品|
亚洲天堂成人免费在线观看|
在线亚洲av观看|
午夜精品夜夜看麻豆|
久久天堂一区二区三区最新章节
|
国产一二在线观看|
亚洲欧美日韩精品一区二区三区在线|
亚洲av日韩av综合色婷婷|
亚洲乱码中文字幕综合久久|
欧美精品成人一区二区|
亚洲理伦一区二区三区四区
|
日韩成人中文字幕在线观看|
香蕉在线精品亚洲第一区|
欧美一区二区三区精品系列|
国产精品久久毛片完整版|
在线亚洲欧美一区二区三区中文字幕
|
国产精品久久久久久专区|
国产韩国日本三级在线|
一区日韩欧美在线|
欧美日本另类视频|
免费播放一级黄色毛片|
精品欧美日韩国产|
中文字幕第一页在线|
国产啪精品视频网给免丝袜|
欧美蜜桃久久一区二区三区|
五月久久婷婷综合片丁香花
|
亚洲精品欧美在线播放
|
欧美日韩国产天美麻豆|
韩国日本激情亚洲|
精品国产美女av久久久久|
一区二区三区情欲视频|
日韩欧美国产综合久久|
国产一区二区三区亚洲|
亚洲国产色在线日韩|
欧美韩国日本国产免费|
亚洲第一福利在线观看|
国产午夜精品久久精品电影|
免费黄电影欧美日韩|
日本欧美精品一区|
久久久久亚洲国产av麻豆|
亚洲真人日本在线
|
亚洲精品成人一区二|
日本国产亚洲精品|
国产性色av免费观看|
国产日产一区二区三区四区五区介绍|
亚洲中文字幕日韩专区在线|
国产一区二区精品在线|
黄色毛片成人三级毛片|
亚洲日韩精品欧美一区二区|
日本欧美麻豆精品|
日韩熟女精品一区二区三区视频|
亚洲最大色大成人av|
天堂网在线观看在线观看精品|
久久一级片免费观看|
国产精品麻豆综合在线|
日韩欧美在线伊人|
精品女同一区二区三区亚洲女同志|
亚洲日本三级久久|
人妻中文字幕日韩综合久久|
国产精品永久久久|
91麻豆亚洲国产成人久久精品|
亚洲欧美一区二区三区中文字幕|
亚洲精品综合欧美网在线|
亚洲视频日韩电影|
国产高清在线精品一区观看
|
欧美精品香蕉久久久午夜福利|
国产麻豆艹逼免费观看视频|
久久亚洲综合色一区二区三区
|
国产性色av免费观看|
亚洲第一二三四区|
精品精品国产高清毛片|
亚洲激情一区在线观看|
欧美日韩综合亚洲自拍|
欧美一级久久久网|
欧美日韩亚洲一级片|
九九热精品视频这里只有精品|
国产精品久久久国产美女|
亚洲大片免费在线观看|
亚洲免费永久精品|
字幕专区码中文欧美在线|
国产中文字幕视频一区二区三区|
亚洲欧美日韩国产精品综合|
黄色免费一区二区|
欧美日韩免费高清在线观看|
亚洲国产一区二区三区在线视频|
久久麻产亚洲av|
日韩av在线亚洲第一|
午夜福利九色91|
日韩丝袜另类精品av二区|
日韩在线www中文字幕|
欧美电影久久久久|
久久亚洲制服丝袜综合网站|
亚洲国产高清欧美日韩
|
亚洲欧美另类套图一区二区三区在线
|
日韩一区二区三区四区夜色av
|
欧洲国产伦久久久久久片|
色婷婷精品久久二区二区av|
国产视频一区精品|
宅男在线国产精品|
欧美图片在线视频|
国产欧美日韩精品在线|
精品视频久久久久久国产免费
|
久久免费视频国产第一|
精品婷婷一区二区三区|
久久精品国产亚洲av高清动漫|
欧美成在线观看国产|
亚洲精品中文字幕视频在线观看
|
亚洲av激情专区小说|
麻豆高清免费国产一区|
国产亚洲欧美日韩精品在线|
欧美国产精品一区二区三区在线观看|
日韩一区二区三区精品网站|
久久久精彩久久久毛片|
亚洲中文字幕欧美一区二区三区
|
亚洲欧洲美洲日韩另类|
成人高清护士在线播放|
亚洲一区二区三区四区五区六区|
成人在线欧美亚洲|
精欧美韩国日本国产|
亚洲美女av在线播放|
亚洲成人av男人天堂|
巨熟乳波霸中文观看免费|
欧美高清视频日韩区|
国产在线精品一区二区在线观看|
久久一区二区三区欧美|
日韩三级成人在线播放|
91麻豆成人在线|
黄色一级视频久久|
日韩三级成人在线播放|
99精品久久久中文字幕|
在线观看日本欧美国产|
国内外一区二区三区视频网|
亚洲国产系列在线观看|
欧美中日韩中文在线|
亚洲大陆av一区二区三区|
人妻精品麻豆av|
亚洲伦女妇一区二区三区|
91蜜臀精品国产自偷在线|
午夜精品久久久日韩欧美|
久久国产亚洲精品|
色婷婷精品久久一区二区|
午夜鲁丝一区二区鲁丝|
国产精品入口免费在线观看|
日本网站在线播放|
91精品国产综合久久尤物|
日韩欧美三级自拍|
丝袜国产日韩精品|
国产一区二区综合在线观看|
在线观看日韩中文字幕网站|
亚洲国产福利高中生|
亚洲欧美在线一区二区三区|
国产特级淫片免费看|
蜜臀中文字幕一区二区三区|
国产午夜福利电影在线观看|
日本久久久免费看|
国产精品久久久久av福|
成人在线亚洲视频|
91国产在线播放|
国产婷婷一区二区三区|
国产毛片网站视频|
亚洲精品一区高清在线观看|
亚洲av乱码一区二区三区夜夜|
国产精品亚洲美女av网站|
精品福利一区二区视频|
动漫精品午夜在线播放|
国产亚洲午夜高清国产拍精
|
激情亚洲精品国产|
动漫精品午夜在线播放|
亚洲五月综合激情综合久久|
欧美精品在线视频一区|
国产精品网红av午夜场|
久久久久久亚洲人妻精品|
亚洲精品视频日本|
欧美日本一道本三区|
91香蕉国产在线观看免费永久苹果版|
久久一区高清免费视频|
日韩精品av一区二区三区四区蜜桃|
在线亚洲成人免费|
中文在线日韩欧美在线观看|
中文字幕日本αv一区二区|
日韩欧美国产精品白浆高潮|
在线精品国产成人综合|
91精品国产高清久久久久久91|
国产一级一区二区三区在线播放|
欧美一区二区三高清视频|
国产精品久久久久久蜜月|
国产福利一区二区三区在线观看
|
av午夜一区二区三区|
av在线播放影院亚洲一区|
粉色午夜视频在线观看|
伊人一区二区三区综合网|
亚洲在线视频一区|
日韩亚洲国产成人|
国产成人精品久久二区二区|
日韩欧美亚洲国产精品字幕久久
|
成人福利视频大全|
精品在线视频一区二区三区|
亚洲视频在线精品|
日本成人免费在线|
欧美另类日韩三级在线观看|
午夜国产av电影网|
亚洲一区二区三区在线蜜桃|
亚洲欧美日韩综合第一第二区|
国产日产精品一区二区三区|
亚洲欧美日韩在线一区二|
日韩欧美一区二区三区中文精品|
欧美一区免费观看|
日本国产欧美精品一区二区三区|
日韩欧美亚洲国产午夜在线|
亚洲精品国产一区二区三区在|
国产福利在线观看一区二区三区|
久久久亚洲电影国产精品|
国产精品网红av午夜场|
亚洲欧洲日产中文字幕|
午夜福利视频一区二区三区四区|
国产在线精品一区免费香蕉|
亚洲中文字幕人妻一区二区三区|
精品成人国产欧美日韩系|
亚洲欧美精品在线一区视频|
日韩中文字幕一区二十|
欧美日韩精品一级在线观看|
欧美一区二区三区在线看片|
爱久久av一区二区三区|
国产精品麻豆综合在线|
日韩欧美伊人久久大香线蕉|
一本大道香蕉高清久久|
中文欧美日韩国产在线|
高潮白浆女日韩av免费看|
久久老熟女av一区三区|
久久精品亚洲综合|
国产日韩欧美系列区|
国产高潮呻吟精品久久久|
久久精品国产亚洲av高清动漫|
中国精品毛片在线观看|
欧美一区二区精品系列在线观看|
国产精品免费福利久久|
色婷婷国产精品欧美毛片|
搡老女人露脸精品视频在线观看
|
网红主播在线播放99国产一区|
日韩亚洲国产成人|
日韩视频中文字幕|
国产激情亚洲av|
日韩视频一区在线|
香蕉在线精品亚洲第一区|
国产美女网站在线观看一区二区欧美日韩
|
精品亚洲欧美综合长片在线|
成人午夜黄色视频在线播放|
久久免费在线视频|
丝袜国产日韩精品|
成人亚洲精品自拍一区|
国产精品伦一区二区三区视频
|
久久亚洲春中文字幕久久久|
碰91精品国产91久久婷婷|
亚洲国产成人影库久久|
精品国产免费观看一区|
两性色午夜视频麻豆一区二区|
亚洲欧美又粗又长久久久|
国产麻豆激情视频|
亚洲精品日韩第一区|
午夜一级成年大片在线|
91精品国产综合久久尤物|
成人午夜av在线免费观看|
午夜激情视频欧美|
久久久久国产精品欧美一区二区三区|
91精品国产原创|
久久久久国产精品夜夜夜夜夜
|
在线免费视频国产|
午夜福利视频日韩精品|
91亚洲精品国产第一区|
亚洲成年人一区二区三区|
黄色三级欧美日韩国产|
黄色免费看片网站|
国产精品福利一区二区大豆行情网|
久久久久亚洲av成人网人人电影|
日韩av激情在线|
国产欧美日韩各类视频|
亚洲首页欧美一区|
日韩熟女精品一区二区三区视频|
亚洲一区二区日韩在线
|
欧美性猛交一区二区三区精品|
国产美女免费福利电影|
久久亚洲美女精品国产精品|
久久久久亚洲精品国产av麻豆|
欧美精品第一页在线播放|
久久免费黄色精品|
精品久久久久久久久久国产小说
|
亚洲av第一页国产精品|
日韩熟女精品一区二区三区视频|
人人爽爽人人爽人人片av|
91麻豆精品国产片在线|
国产成人av综合久久蜜臀|
九九精品视频在线观看九九|
久久久婷婷精品亚洲欧洲|
米奇精品视频一区二区三区|
三级成人毛片视频|
亚洲精品国产精品日韩精品|
国产国拍精品亚洲|
日韩美女视频网站|
欧美高清乌克兰精品另类|
亚洲精品免费激情视频|
一本色综合亚洲精品蜜桃冫|
91精品国产综合久久久久久首页
|
日韩中文字幕在线一区二区三区|
九九热久久国产思思久久|
亚洲一区二区中文字幕组|
日本亚洲网站在线观看|
91蜜臀综合国产区|
欧美激情笫一欧美精品|
看国产黄大片在线观看|
欧美日韩成人精品久久久免费看|
欧美日韩免费高清在线观看|
色婷婷精品免费视频|
日韩欧美熟女一区二区三区|
午夜鲁丝一区二区鲁丝|
成人黄色毛片影院|
精品午夜国产福天堂|
国产成人一区二区三区别|
另类专区亚洲欧美国产中文字幕|
亚洲伊人久久伊人|
国产日韩欧美一区二区三区乱码|
国产精选av大片日韩|
日韩欧美精品一区二区三区四区|
麻豆尤物在线观看|
人成午夜视频在线观看|
91超碰久久精品一区二区|
亚洲一区二区成人综合在线电影|
国产精品密播放国产免费看|
亚洲日本另类视频|
日韩精品一区二区三区在在线|
日韩高清av在线一区二区|
奇米影视第四精品亚洲国产|
亚洲乱熟女一区二区三区91|
日本一区二区三区免费观看|
国产亚洲欧美日韩精品在线
|
日韩人妻一区二区三区蜜桃视频
|
日本三级午夜理伦三级三|
亚洲国产精品一区二区第四页|
亚洲av专区成年女人在线播放|
亚洲国产一区二区三区综合片|
国产韩国日本一区二区三区|
日韩中文字幕一区二区三区四区|
欧美午夜爱爱视频|
国产亚洲经典av|
亚洲精品大乳女人一区|
日本午夜免费视频|
国产第一页无限资源|
亚洲国产精品成人综合|
欧洲精品成人av|
私人午夜影院一区|
国产一区二区精品尤物|
日韩美女人体视频免费播放|
日韩乱码人妻一二三四区别在线|
日韩成人av网站|
亚洲午夜福利一区|
亚洲天堂av网站|
久久精品熟女亚洲av麻豆网站|
精品在线国产一区二区|
久久tv中文字幕首页|
精品视频在线免费看|
日本在线午夜影院|
香蕉伊思人在线精品|
中文字幕在线欧美|
亚洲天堂网一区二区三区四区
|
欧美午夜性刺激在线播放|
国产真人精品在线免费观看av|
国产亚洲情区一区二|
欧美日韩午夜电影|
激情亚洲精品国产|
亚洲精品在线观看一区二区|
美女午夜在线观看一区二区三区|
91麻豆精品国产剧情|
欧美精品乱码久久|
国产日本高清网色|
国产欧美日韩麻豆91|
欧美激情视频在线观看网址|
亚洲国产av玩弄放荡人妇网|
国产一区二区三区精品欧美日韩一区二区三区
|
国产成人免费看一级大黄|
久久久久特级毛片|
午夜影视在线观看一区二区三区|
99pao在线视频精品免费|
日韩高清一二三区|
亚洲国产剧情一区在线观看|
亚洲精品美腿丝袜国产一区
|
色综久久久久综合欧美|
国产丝袜熟女一区二区在线|
欧美亚洲视频在线观看一区二区|
国产精品日韩精品欧美精品一区二区三区|
久久夜精品国产噜噜亚洲av高|
午夜福利日韩电影|
亚洲激情校园春色精品|
欧美中日韩中文在线|
黄色一级一级大片|
久久精品国产亚洲av麻豆|
亚洲天堂偷偷干成人av|
亚洲欧美国产电影一区二区|
国产91在线精品|
亚洲欧美日韩中文字幕在线一|
亚洲欧洲日产在线观看|
日韩亚洲一区二区三区|
一区二区三区四区亚洲精品|
欧美成人午夜影院|
亚洲成人午夜福利在线观看|
国产在线91一区二区|
久久久久久亚洲精选|
日韩欧美激情视频在线观看
|
日本国产欧美精品一区二区三区|
精品亚洲欧美综合长片在线|
国产特级淫片免费看|
成人av在线日韩|
国产在线播放91|
麻豆91视频精品观看|
免费在线视频精品|
国产欧美视频在线观看播放|
美女诱惑国产精品|
国产精品久久久久免费电影|
国产精品久久久精品视频|
免费在线观看日本中文字幕|
麻豆视频成人入口|
在线国产成人av|
欧美亚洲中文在线观看|
亚洲午夜视频在线观看一区二区三区|
亚洲国产一二三四五|
亚洲熟妇久久精品|
亚洲国产三级网站|
中国黄色一级片毛片|
亚洲午夜福利一区|
深夜视频在线免费观看一区|
美女性黄久久久国产精品|
亚洲欧美一区二区三区导航|
日韩亚洲欧美网址|
亚洲欧洲成人免费观看|
在线日本国产欧美|
国内揄拍国内精品视频|
欧美日韩国产三级在线|
国产午夜精品久久电影|
日本中文字幕网站在线观看|
91亚洲精品久久久久久久久久|
久久亚洲综合色一区二区三区|
在线免费日韩视频|
黄色毛片网站大全|
亚洲欧洲日本午夜一级精品|
av香蕉久久精品日日躁夜夜躁|
久久久久国产成人大片
|
亚洲av乱码一区二区三区夜夜
|
欧美午夜福利短视频|
欧美乱熟妇区一区二区三|
成人福利网址永久在线观看|
亚洲欧美日韩在线一区二|
外国美女激情午夜在线|
日韩在线高清毛片|
亚洲成人午夜电影免费观看|
伊人成人在线观看视频|
国产美女激情视频|
黑人巨大精品欧美一区二区久|
91久久国产电影|
亚洲精品一二三四五|
在线观看日本欧美视频网站|
伊人久久激情综合|
高清精品一区二区三区一区|
日本欧美三级高清视频|
久久久国产精品第一区欧美|
亚洲视频欧美国产|
黄色三级国产免费|
亚洲欧美曰韩精品|
国产成人三级在线|
亚洲精品中文字幕视频在线观看
|
国产国拍精品亚洲|
国产一区视频欧美|
一区二区三区亚洲精品|
成人免费观看麻豆|
亚洲一区二区成人精品久久|
国产一级中文字幕|
日韩日本在线观看|
亚洲日本韩国欧美|
国产乱码高清区二区三区在线|
91精品成人国产在线电影|
精品久久自精品国产|
中文成人黄色视频|
久久伊人精品在这里|
亚洲国内激情一区二区三区av|
91国语露脸精品国产|
国产精品永久久久|
亚洲一区二区三区欧美在线观看|
国产91视频在线|
欧美精品高清视频|
欧美性猛交一区二区三区精品|
欧美激情视频在线观看一区二区三区|
国产三级精品三级在中文专区|
日韩精品自拍一区|
欧美色欧美亚洲高清在线|
久久激情中文字幕电影|
亚洲精品熟妇一区二区三区|
国产欧美精品在线播放|
亚洲网站久久久久久|
欧美日本综合视频一区|
国产av国产av|
久久亚洲国产精品日韩av|
国产成人精品亚洲日本|
亚洲日本午夜视频|
日韩人妖精品一区二区av|
亚洲精品久久综合|
日本熟妇一区二区三区在线视频|
欧美一区视频在线观看免费|
成人福利一区二区在线观看|
日本韩国一级大片在线观看|
看日本黄色一级片|
男女午夜做爰高清视频|
亚洲一区二区成人大片|
首播私人影院国产av|
午夜电影在线视频观看|
欧美精品大片一区二区三区正在播放|
日韩一区二区国产精品|
欧美电影国产精品久久|
久久一区二区精品区|
久久久人妻一区二区三区|
亚洲天堂精品在线|
国产欧美精品在线一区二区|
最新91精品老司机在线|
精品精品国产高清毛片|
亚洲人成午夜免电影费观看
|
日韩国产精品免费|
亚洲欧美又粗又长久久久|
亚洲国产精品一区自拍视频|
日本久久久激情视频|
男女xx免费中文字幕一区二区|
欧美xxx视频一区二区三区|
亚洲天堂av在线免费|
国产高清午夜人免费观看精品|
一本久道久久综合久久|
国产亚洲欧美另类专区|
国产精品久久久久久电影|
国产真实乱子伦精品视|
日本精品一区二区三区网站|
亚洲综合色婷婷久久麻豆|
欧美日韩激情黄色|
在线欧美亚洲国产一区二区三区
|
在线观看成年人一级黄色毛片
|
欧美高清视频在线一区二区三区|
亚洲日本道在线观看|
一区二区三区四区欧美乱色|
三上悠亚毛片一区二区三区|
欧美在线高清视频播放免费|
久久久婷婷国产一区二区三区|
国产成人欧美精品久久|
亚洲av激情网站|
国产主播在线一区二区|
亚洲成a人在线播放www|
日韩精品av一区二区三区四区蜜桃|
久久精品一区二区三区最新章节|
91九色精品国产免费|
欧美自拍亚洲二区|
日韩在线诱惑一区二区三区|
久久精品国产亚洲av香蕉|
成人在线免费午夜|
亚洲国产剧情一区在线观看|
国产九九视频一区二区三区|
色精品视频在线观看|
婷婷免费成人在线观看|
亚洲av成人第一第二第三区|
免费欧美黄色一区二区|
久久亚洲精品中文字幕蜜|
精品久久自精品国产|
91欧美日韩亚洲|
国产精品一区二区三区无|
久久午夜精品成人|
日韩精品人妻一区二区中文|
成人黄色一级视频|
亚洲一区二区三区四区在线视频|
国产午夜精品福利亚洲综合网|
欧美精品综合在线播放|
亚洲国产欧美日韩人成|
亚洲精品视频日本|
欧美午夜免费看片|
激情丁香开心久久综合|
日本亚洲精品一区|
成人黄色片在线免费看|
国产亚洲欧美日韩亚洲中文色|
国产网红黑料吃瓜网站|
欧美日韩综合久久久|
欧美综合网欧美色妞网|
日韩精品中文字幕久久臀|
亚洲第一成人国产一区|
亚洲高清成人在线免费观看|
日韩成人伦理电影在线|
欧美特欧美特级一片|
91精品国产综合久久香蕉|
国产激情av在线|
中文字幕乱码亚洲精品一区|
日韩中文字幕免费观看一区|
国产乱一乱二乱三|
91精品国产乱码久久桃|
久久国产精品视频免费播放
|
午夜av在线免费电影|
欧美色综合高清免费|
国产在线精品一区二区在线观看
|
美国黄色在线一级片高清完整版
|
亚洲天堂电影精品成人|
免费国产影视观看网站入口|
亚洲高清无在码在线无弹窗|
欧美乱码一区二区在线|
日本欧美一区二区三区视频麻豆
|
黄色三级国产免费|
国产精品伦一区二区三区视频
|
亚洲福利视频在线观看|
日本高清在线播放一区|
av香蕉久久精品日日躁夜夜躁
|
一区二区三区久久久蜜桃|
91九色国产社区在线观看|
国产成人91成人精品看片|
国产岛国av在线播放|
看久久久久久毛片|
欧美激情偷拍清纯二区在线观看|
国产日产精品一区二区三区|
午夜日韩久久影院|
国产乱码精品一区二区三|
国产日韩欧美一区二区三区四区|
欧美日韩国产电影一区二区|
亚洲国产日韩精品一区二区三区|
欧美精品无需播放器在线观看|
亚洲人成人亚洲人成在线观看|
亚洲91精品电影|
亚洲精品国产精品日韩精品|
日韩欧美国产综合久久|
欧美日韩在线中文字幕一区二区|
国产一区视频欧美|
欧美日韩国产午夜视频|
日韩av中文字幕在线|
九九久久婷婷国产|
免费午夜影片在线观看影院|
日韩三级毛片在线播放|
国产在线播放成人免费|
精品国产一区二区欧美|
日本久久久久久中文字幕|
午夜性视频国产牛牛视频|
91久久久国产精品福利|
中文字幕精品亚洲|
国产日韩亚洲欧美网暴制服|
看一级黄色片毛片|
黑人巨大精品欧美一区二区久|
欧美日韩精品一级在线观看|
日本韩国精品极品在线观看|
国产精品经典三级成人国产|
国产成人91色精品免费看片
|
国产精品另类专区|
欧美三级精品一区二区三区|
秋霞撸丝成人av电影大香蕉久久|
日本女人一区二区|
午夜婷婷一区二区三区|
亚洲日本在线观看欧美|
在线观看日本欧美国产|
欧美成人一区二区三区在线视频|
欧美日韩精品一区二区三区五月天|
欧美一级一级做性视频|
国产91亚洲精品久久久久|
亚洲欧美国产日产|
亚洲影院午夜福利|
伊人久久大线蕉香港三级|
丁香婷婷亚洲精品国产区|
久久精品熟女亚洲av色|
欧美国产日韩三级在线观看|
黄色一级二级三级欧美|
久久影视网电视剧全集免费观看|
国产一级一级一级国产片|
日韩熟女一区二区精品视频|
亚洲欧美国产日产|
亚洲天堂网一区二区三区四区
|
欧美日国产一区二区三区|
久久久久久天天夜夜天天|
91麻豆精品国产片在线观看
|
中文字幕日韩精品欧美一区|
日韩欧美亚洲一区二区一|
亚洲欧美特黄免费一区|
亚洲精品每日在线观看|
日韩午夜精品在线观看|
久久综合九色综合8888|
夜夜嗨av国产精品|
欧美色网在线观看|
国产精品免费精品自在线观看|
亚洲一区二区精品成人|
成人午夜精品网站在线观看|
亚洲精品福利电影网|
日本欧美久久久久久|
日韩欧美三级自拍|
日本高清中文一区|
亚洲综合色婷婷久久麻豆|
国产毛片一区二区三区毛片|
国产日韩欧美一二三级|
麻豆精品久久久久久久久|
日本三级免费观看精品久久久|
精品污视频一区二区在线观看|
日本一区二区精品视频冫|
久久一本精品国产亚洲av麻豆|
成人午夜精品视频在线观看|
人妻久久久久av免费看|
一级做a爰片久久毛片唾|
亚洲欧美中文日韩国产大秀视频|
欧美亚洲丁香婷婷一区二区|
日韩在线高清毛片|
最新国产精品久久久久久亚洲av|
国产精品自产一区二区在线观看|
亚洲欧美少妇日韩一区|
日韩欧美视频一区二区三区|
亚洲国产成人精品青青草原|
青草国产福利视频免费观看|
亚洲综合久久激情|
欧美极度极品另类|
久久亚洲国产精品视频|
成人精品久久频道|
欧美性猛交一区二区三区精品|
亚洲人午夜射精精品|
91麻豆精品国产片在线|
日本欧美亚洲三级官网|
国产蜜臀av在线一区二区三区
|
日本亚洲中文字幕|
av成人精品一区二区三区|
欧美精品无需播放器在线观看|
日韩日本在线观看|
国产一级一区二区三区在线播放|
国产精品欧美精品|
激情文学首页综合网|
国产成年人一区二区三区|
国产亚洲精品亚洲精品久久久久久|
亚洲国产欧美日韩在线观看第一区
|
欧美一级精品久久狠狠|
人人妻人人澡人人爽人爽日本片|
国产精品亚洲综合在线观看|
国产午夜福利视频免费观看|
国产伦精品一区二区三区毛
|
日朝欧美亚洲精品|
国产成人一区二区三区电影|
在线观看亚洲电影|
亚洲综合欧美综合|
欧美一级香蕉大片|
国产九九视频一区二区三区
|
亚洲欧美特黄免费一区|
国产激情精品自在久久|
午夜寻花高颜值极品女神|
亚洲依依成人综合网址首页|
午夜精品电影一区二区三区
|
精品国产三级剧情网站|
免费播放一级黄色毛片|
久久精品亚洲精品色婷婷|
最新中文字幕在线播放日韩|
亚洲av二区三区在线观看|
一级片黄片毛片视频电影|
91精品国产一区二区在线看|
看久久久久久中文三区毛片|
日韩在线观看一区二区三区视频|
亚洲欧美日韩一级片在线观看|
国产成人午夜影院|
亚洲成人精品一区二区|
亚洲天堂精品在线|
亚洲高清成人在线免费观看|
日韩欧洲亚洲视频天堂精品|
天堂精品av一区二区三区四区|
黄色毛片网站大全|
国产精品第三页在线看|
亚洲一区二区三区在线观看色|
三级视频在线观看国产|
特黄特级高清免费视频毛片|
成人天堂资源在线观看|
国产一级一级一级国产片|
亚洲精品在线播放视频播放|
在线观看国产亚洲日本|
日韩av私库在线一区二区观看|
日本三级欧美三级人妇英文|
欧美影院久久久久久久|
国产高潮呻吟精品久久久|
午夜福利视频一区二区三区四区|
国产av国产av|
国产午夜精品尤物福利视频|
精品日本一区二区在线视频|
欧美爱爱视频一区二区|
国产欧美在线颜射
|
久久久精品国产亚洲av|
日韩在线精品一区|
国产一区二区高清视频|
亚洲精品高清一区二区三区四区|
伊人色综合久久天天五月婷|
成年人色片精品一区二区|
午夜久久久精品视频|
91久久久国产精品福利|
久久久日韩精品一区二区三区|
亚洲日本韩国一区在线|
日韩精品av一区二区三区四区蜜桃
|
欧美日韩国产区在线|
国产欧美成人综合影视|
欧美超乳巨大肥奶|
一区二区三区四区精品视频|
午夜影视精品一区二区三区|
亚洲专区欧美专区在线|
日韩在线观看免费完整版视频|
亚洲免费永久精品|
亚洲成人av91|
日本美女午夜福利影片
|
91久久综合精品国产|
久久丝袜人妻一区二区二区|
国产成人午夜一区二区三区
|
日韩欧美中文字幕一区二区三区|
亚洲欧洲国产日韩|
午夜一区二区三区电影|
国产成人麻豆精品午夜福利在线
|
成人综合久久精品|
欧美日韩国产精品酒店|
日韩一区二区在线看|
精品日本一区二区三区视频|
自拍亚洲欧美日韩国产另类
|
亚洲欧美日本在线|
欧美白乳精品一区在线电影|
亚洲人成网线在线播放|
欧美在线观看一区视频|
欧美色碰碰碰免费观看长视频|
国产在线视频欧美一系列|
午夜视频在线观看日本|
视频国产欧美一区二区|
午夜电影福利在线观看|
波多野结衣亚洲一区二区三区|
久久久久久人妻精品系列|
日韩制服丝袜av在线播放|
日韩一区二区三区四区电影在线观看|
成人在线观看视频毛片|
日本一区二区精品视频冫|
亚洲午夜影院在线观看视频|
日本三级免费观看精品久久久|
91精品一区二区三区在线|
欧美手机福利看片|
国产欧美自拍在线|
日韩欧美一区二区免费毛片|
日本韩国一级黄色片|
久久一区二区精品区|
日本欧美亚洲高清在线观看|
欧美精品在线播放一区二区|
欧美久久一级特黄毛片|
久久伊人精品在这里|
国产一区二区三区四区毛片|
久久久一区二区三区精品毛片|
国产二区一区在线观看|
国产一区二区三区四区毛片|
亚洲精品在线观看一区二区|
欧美日韩精品一区二区三区色|
欧美午夜视频久久久|
欧美性夜夜春夜夜爽|
av精选在线观看精品|
国产无圣光高清一区二区|
日韩欧美国产免费看|
亚洲永久免费网站|
亚洲一区二区成人大片|
午夜精品亚洲福利|
一区二区三区久久久蜜桃|
亚洲精品国产成人久久久|
亚洲欧美成人综合专区|
亚洲精品成人在线免费观看|
亚洲欧美一区二区色|
午夜激情视频在线观看麻豆
|
亚洲欧美洲成人一区二区三区|
中文字幕在线欧美|
亚洲国产成人精品青青草原|
欧美精品中文字幕手机免费视频|
午夜福利网站国产在线观看|
黄色毛片视频在线免费|
国内免费精品永久在线视频|
国产午夜福利电影在线观看|
国产欧美日韩精品观看|
91麻豆精品国产91久久久久久久|
欧美日韩成人精品久久久免费看|
日韩精品一区二区三区熟女人妻|
国产目拍亚洲精品一区二区三区|
日韩亚洲欧美综合在线|
欧美人妻综合一区二区三久久|
亚洲精品美女久久久|
欧美色综合精品一区二区|
亚洲在线精品国产|
午夜激情免费在线播放|
深夜视频在线免费观看一区|
久久伊人国产av|
亚洲视频日韩电影|
亚洲欧美又粗又长久久久|
成人污网站在线观看|
精品无人区一区二区三|
欧美另类视频在线播放|
亚洲同性一区二区三区在线播放|
国产精品快色av一区二区|
在线观看视频日韩一区二区三区|
国产精品一在线观看|
国产精品人人视频|
加勒比在线视频日本欧美|
亚洲欧美日韩在线一区二|
在线观看欧美日韩亚洲|
欧洲亚洲精品播放在线|
欧美精品久久一二三区|
99精品久久久中文字幕|
黄色视频免费在线观看毛片|
国产欧美一级二级三级在线视频|
国产成人精品日本动漫电影|
91欧美综合在线观看|
色婷婷精品免费视频|
亚洲精品成人一区二|
亚洲av夜夜欢一区二区三|
午夜少妇精品毛片久久久久久|
欧美成人精品三级网站在线观看|
亚洲一区二区三区精品网|
日韩欧美美女在线视频|
国产日产欧美成人|
在线精品国产亚洲av日韩|
精品中文字幕久久久久人妻
|
欧美在线播放一区综合|
日本电影免费久久精品|
韩国欧美日本一本|
国产av网站一区二区三区|
久久在线观看免费视频|
日本欧美一区二区|
国产美女作爱视频|
性欧美一区二区三区|
黄色毛片视频播放器|
亚洲精品成人一区二区三区|
一区二区在线激情|
亚洲伦理国产一国产二|
日韩av黄色影院|
国产剧情av中文|
成年人视频午夜在线播放|
国产精品亚洲美女av网站|
亚洲综合伊人久久综合|
国产精品一区一区在线观看|
在线观看91精品国产麻豆|
国产精品久久第一二三区|
欧美日韩国产成人高清视|
日本欧洲久久精品视频|
日韩在线欧美专区|
亚洲乱熟女综合一区二区三区|
亚洲国产第一91|
欧美日韩视频免费|
中文字幕日韩精品视频一区|
亚洲欧洲日本综合在线|
国产一区二区三区av网站|
日本产亚洲人成人|
国产原创视频在线|
国产高清自拍亚洲欧美|
日本欧洲亚洲一区在线观看|
中文字幕一区二区视频在线|
亚洲精品免费黄色|
日韩欧美精品一区二区三区四区|
亚洲国产日产韩国欧美综合|
一区二区三区性久久|
九九热九九这里只有精品|
亚洲国产精品久久久久夜色|
综合亚洲欧美日韩二区|
久久精品一区二区三区福利网|
中文成人黄色视频|
亚洲精品综合欧美网在线|
91一区二区精品国产乱|
国产亚洲精品亚洲精品久久久久久|
国产欧美制服丝袜|
日韩精品一区二区视频在线|
精品久久综合视频|
欧美丝袜亚洲国产日韩|
国产中文在线观看视频|
亚洲av网址在线|
国产一级一级一级国产片|
一级欧美日韩在线|
免费国产在线精品一区|
日本一区二区三区黄视频|
欧美在线观看一区视频|
日韩美女人体视频免费播放|
国产在线天堂播放|
在线看中文字幕国产|
日本精品一区二区三区网站|
国产中文av一区二区三区|
欧美国产三区二区|
狠狠久久欧美精品|
欧美丝袜亚洲国产日韩|
亚洲国产日韩欧美在线观看|
日韩欧美三级自拍|
在线播放日韩欧美|
成人精品久久频道|
国产一区二区三区av观看|
亚洲中文字幕人妻一区二区三区|
欧美日国产一区二区三区|
亚洲av高潮潮喷久久天堂动漫|
九色精品视频在线观看|
一区二区三区四区精品视频|
av网站在线观看亚洲国产|
日韩一区二区激情在线电影|
精品国产乱码久久久久久芒果|
国产综合精品一区|
日本人妻交换一区二区三区|
亚洲最新一级毛片|
亚洲精品成人一区二|
青草国产福利视频免费观看|
韩国三级在线国产|
日本免费不卡中文字幕视频|
在线播放亚洲精品一区二区|
日韩在线观看视频中文字幕一区二区三区
|
欧美日韩国产成人在线91|
麻豆精品久久久久久久久|
国产精品一区二区三区污|
国产中文欧美日韩在线观看|
中文字幕一级黄色片|
国产精品亚洲а∨天堂2021
|
亚洲熟女精品毛片|
亚洲欧美一区二区色|
日韩欧美伊人久久大香|
精品精品国产高清毛片|
久久久久亚洲女同一区暖暖|
亚洲欧美日韩中文字幕二区|
亚洲高清精品一区二区三区
|
国产综合视频在线播放|
成人福利网址永久在线观看
|
亚洲欧美一区二区三区孕妇|
国产欧美在线一区|
婷婷精品在线播放|
男女xx免费中文字幕一区二区|
久久亚洲国产精品视频|
国内国产精品久久久久|
亚洲国产精品久久久毛片|
国产麻豆亚洲精品专|
青草国产精品久久久久久|
日本一区二区在线视频
|
国产成人av三级在线观|
久久视频在线免费观看|
秋霞午夜福利影院|
国产欧美日韩麻豆91|
一区二区三区欧美高清|
亚洲福利视频在线观看|
在线观看激情视频国产|
日韩国产精品久久人人|
午夜日韩精品电影|
亚洲av日韩精品久久国产|
一级爱做片免费观看久久|
最新中文字幕在线播放日韩|
精品成人乱色一区二区中文字幕|
伊人国产福利一区二区三区|
日韩人妻少妇精品三区五区视频|
国产精品自拍激情在线观看|
人妻中文字幕一区二区6|
在线看日本吃奶孕交|
日韩成人在线大片|
精品国产亚洲av无人区二区|
国产精品成人在线免费观看|
免费毛片视频观看高清在线|
日本一区二区欧美亚洲国产|
麻豆国产美女在线观看|
国产香蕉视频在线观看|
狠狠综合久久av一区二区|
国产亚洲情侣在线|
欧美亚洲综合一区二区三区|
久久爱台湾佬中文娱乐|
欧美伊人影院在线观看|
日韩欧美国产精品白浆高潮|
免费羞羞漫画成人漫画观看|
国产一区二区精品尤物|
亚洲综合国产精品麻豆|
日韩亚洲欧美中文字幕影音先|
国产精品免费福利久久|
欧美一级永久免费毛片在线|
日本欧美亚洲高清在线观看|
av天堂成人官网在线观看|
午夜无毛在线观看|
日韩国产精品免费人成视频|
国产精品日韩一区二区免费视频|
久久夜精品国产噜噜亚洲av高|
麻豆免费网站视频|
视频福利在线一区|
久久免费在线视频|
日本人妻一区二区三区在线|
亚洲成人精品一区在线|
日本成日本片人免费|
亚洲精品高清成人|
免费黄色一级片视频网|
欧美日韩丝袜一区|
国产丝袜av一区二区三区|
日韩制服丝袜av在线播放|
精品日韩欧美综合亚洲|
久久亚洲av午夜麻豆精品
|
91大神亚洲影视在线|
亚洲中文av一区二区三区|
中文字幕欧美一区|
国产成人亚洲欧美二区综|
美女午夜福利视频网站|
91精品国产剧情欧美一区二区|
成人精品欧美日韩一区二区三区|
国产精品嫩草影院一二三区入口|
果冻传媒mv国产推荐视频|
精品九九久久电影|
久久久久人妻精品一区三寸|
亚洲国产欧美日本综合天天看|
在线观看国产亚洲日本|
欧美xxx视频一区二区三区|
国产真实乱人偷视频在线观看|
国产精品免久久久久毛片|
日本二区三区四区高清|
国产欧美日韩久久综合精品
|
日韩精品一区二区三区口区|
老司机精品一区在线视频|
国产欧美日韩精品二三四区|
日韩精品视频美在线精品视频|
亚洲乱码一区二区三区国产精品|
日本欧美一区二区三区视频麻豆|
国产91精品亚洲|
欧美日韩亚洲一级片|
国产亚洲精品久久国产剧情|
精品久久久久久久午夜剧场|
黄色免费久久网站|
成人午夜免费国产|
亚洲美女福利在线观看|
国产精品人妻午夜福利|
久久精品一级黄色大片|
99精品国产一区二区三区|
日本欧美三级高清视频|
人妻久久久久免费精品|
亚洲欧美自偷自拍另类|
麻豆国产精品高中生视频|
日本欧美麻豆精品|
亚洲中文字幕日韩经典空组
|
91欧美一区二区日韩精品久久久|
亚洲精品国产成人久久av|
亚洲国产一区二区午夜福利
|
欧美日韩免费高清在线观看|
亚洲欧美国产免费综合视频|
国产精品久久久久久绯色|
成人在线免费观看av|
亚洲国产午夜尤物|
中文简体视频日本熟妇乱码|
日韩精品一区二区三区天堂|
国产精品嫩草影院午夜|
欧美一区二区三区四区中文字幕
|
人妻熟女av一区二区三区|
日韩精品专区免费|
国产在线观看播放日韩精品|
成人精品自拍电影一区二区|
久久精品成人91一区二区|
欧美精品一区二区在线观看播放|
日韩在线观看免费完整版视频|
激情综合网亚洲av|
欧美国产精品久久久|
天堂在线中文无弹窗全文阅读|
国产对白国语对白|
日韩欧美国产综合久久|
亚洲日本韩国视频一区二区|
日本成人精品久久|
国产日本高清网色|
中文字幕国产一区二区在线观看|
中文字幕欧美日韩在线播放|
首页欧美日韩中文字幕在线|
欧美国产精品综合在线|
精品日本一区二区三区视频|
久久久久久亚洲精选|
欧美日本一本线在线观看|
日韩在线观看视频中文字幕一区二区三区
|
欧美激情福利一区|
久久久久综合国产精品|
黄色毛片成人三级毛片|
欧美在线国产高清|
国产一级淫片一区二区三区在线|
亚洲欧美国产三上|
日韩欧美熟女一区二区三区|
成人免费观看久久|
精品九九久久电影|
91蜜臀精品国产自偷在线|
欧美日韩免费高清在线观看|
国产不卡一区二区三区av|
欧美色妞一区二区在线观看|
欧美精品无需播放器在线观看|
精品久久人妻av中文字幕|
国产在线91一区二区|
欧美视频在线第一页|
亚洲精品欧美在线播放|
日韩中文字幕在线一区二区三区|
国产日韩欧美亚洲动漫|
欧美高清一区二区三区在线|
国产一区二区三区av夜夜欢|
亚洲国产日产韩国欧美综合|
久久国产亚洲精品|
国产精品一区二区三区绯色av|
麻豆高清免费国产一区|
日韩嫩清纯福利网站在线观看|
亚洲天堂成人av在线影院|
欧美日韩成人播放|
亚洲成人久久一区二区|
欧美一级淫片一区二区三区在线
|
亚洲日本午夜视频|
亚洲尤物在线观看|
亚洲一级特黄大片在线播放91|
91国语露脸精品国产|
亚洲激情视频一区二区|
一区二区三区四区蜜桃|
国产精选在线播放|
精品成人一区二区三区四区|
国产av国产av|
国产成人在线免费网站|
国产啪精品视频网给免丝袜|
亚洲av激情专区小说|
高清日韩欧美一区二区三区|
国产av丝袜一区二区三区|
精品久久综合视频|
亚洲成人久久一区二区|
亚洲网站视频在线观看|
国产精品伦理片免费播放|
日本成人黄色免费在线|
久久精品国产亚洲av桃花av|
精品日韩欧美在线视频|
国产成人一区二区三区四区在线观看
|
欧美一区高清网站|
国产91精品欧美在线观看|
日本韩国欧美国产在线观看|
久久精品国产亚洲熟女av|
欧美日韩在线一区二区三区视频|
亚洲欧洲av性色在线播放|
国产精品国产三级网站在线观看|
国产精品快色av一区二区|
国产精品区二区三区日本|
日韩av激情在线|
亚洲网站久久久久久|
日本道精品一区二区三区|
人妻少妇久久中文字幕一区二区|
久久久久国产熟女精品|
日韩精品极品在线免费视频|
亚洲无人区乱码一区二区|
欧美激情精品久久久久久六区|
国产亚洲欧美视频一区二区|
麻豆精品久久久久久久久|
久久精品亚洲国产伦理|
久久久久人妻精品一区三寸|
欧美亚洲狠狠爱综合影院|
日韩av成人高清|
国产视频久久久久久免费
|
国产av一区二区三区久久影院|
国产免费高清在线精品一区|
看国产一区二区三区|
久久精品国产亚洲av香蕉|
黄色毛片视频免费观看|
日本免费高清一区|
一区二区三区四区五区六区亚洲|
熟女一区二区三区高清视频|
精品中文视频在线|
一区二区三区情欲视频|
国产精品成人久久久久久|
国产日本韩国一区|
亚洲第一成人网一区二区|
国产日产亚洲精选|
欧美日韩午夜电影|
日韩成人欧美在线|
国产亚洲欧美日韩亚洲中文色|
久久精品国产亚洲av一二三区|
日本成人免费在线|
国产精品久久久久免费电影|
人成午夜免费毛片直接观看|
亚洲欧美久久久久一区二区三区|
成人天堂资源在线观看|
亚洲综合日韩国产|
日韩在线观看免费完整版视频|
麻豆高清免费国产一区|
国内成人亚洲欧美|
亚洲国产欧美一区二区三区爱|
亚洲成人精品一区在线|
中文字幕欧美成人免费|
亚洲成人免费在线看|
欧美成人免费大片|
精品久久久高清中文字幕|
国产视频二区在线观看|
av香蕉久久精品日日躁夜夜躁
|
毛片黄色高清视频|
国产一区二区三区精品观看|
亚洲精品国产欧美日韩|
国产欧美福利久久久久久|
国产精品推荐亚洲一区在线|
一本一道久久综合狠狠老精东影业|
国产成人精品午夜片在线观看|
久久精品亚洲国产伦理|
在线观看亚洲欧美日本|
欧美日韩视频推荐一区二区三区|
欧美激情福利一区|
日韩在线电影亚洲专区|
日本一区二区三区四区高清中文字幕|
国产高清在线精品一区观看|
国产国产小嫩模无套内谢|
亚洲成av片人久久久|
中国大陆黄色三级毛片|
国产午夜影院一区二区三区|
日本欧美一区二区三区视频麻豆|
午夜精品免费视频二区三区
|
国产精品原创永久在线观看|
久久久久亚洲国产av麻豆|
中文字幕亚洲视频在线播放|
国产日本欧美视频|
蜜臀中文字幕一区二区三区|
亚洲国产一区二区三区四区在线观看|
亚洲欧美日本性视频|
日韩国产欧美91精品|
欧美成人午夜免费视在线看片|
91午夜激情诱惑|
国产欧美日韩中文精品一区
|
日韩一级特黄毛片在线看|
国产午夜视频观看|
欧美自拍在线观看一区二区
|
亚洲视频在线播放天堂精品|
91系列国产综合久久久久久
|
久久精品国产亚洲av热网站
|
天堂一区欧美激情|
久久一区二区av|
国产精品自产拍高潮在线关看|
日本亚洲综合欧美|
亚洲欧美一区二区三区导航|
欧美三级日韩三级亚洲三级|
黄色一区二区三区视频|
欧洲视频在线一区二区|
成人精品自拍电影一区二区|
精品国产乱码久久久久久樱花|
亚洲欧美中文字幕在线观看视频|
欧美日韩在线观看区一二|
国产av三级一区二区|
国产一级免费av|
成人福利网站免费|
亚洲国产av玩弄放荡人妇网|
黄色高清免费网站|
国产大片全部免费看|
韩日欧美人成在线中文|
国产资源免费观看|
亚洲色图综合在线|
久久精品国产亚洲av蜜色
|
国产日本一区二区三区在线观看视频|
国产欧美日产一区二区三区大全|
中文字幕日本αv一区二区|
在线播放欧美精品|
久久天堂一区二区三区最新章节
|
国产第一页第二页|
日韩美女久久久精品视频|
亚洲欧美人妻中文字幕在线|
日韩区欧美国产区在线观看|
亚洲一区二区成人大片|
亚洲一区二区中文字幕组|
国产主播福利在线观|
亚洲首页欧美一区|
国产日本日韩欧美韩国片|
亚洲一区在线观看国产|
91在线国产一区二区|
精品国产一区二区三区四区性色|
在线国产视频福利|
精品久久洲久久久久护士免费|
国产亚洲精品久久久久蜜臀
|
中国午夜av电影|
在线观看成人国产亚洲|
欧美日韩国产高清视频|
亚洲国产美女在线播放|
人妻人久久精品中文字幕|
午夜电影在线视频观看|
国产老太一性一交一乱|
亚州国产av一区二区三区伊在|
国产三级精品三级在中文专区|
国产露脸真实作爱视频|
国产欧美日产成人|
亚洲欧美日本性视频|
字幕专区码中文欧美在线|
在线免费福利午夜日韩电影|
亚洲欧洲日产国码二区在线
|
欧产日产国产av|
国内精品久久久久影院网站|
成人一区二区三区久久精品嫩草|
日韩国产精品大片|
欧美成人第一区第二区第三区欧美|
丝袜日韩另类欧美综合分类|
久久久久亚洲精品国产av麻豆|
欧美国产日韩精品在线一区二区三区|
亚洲国产精品成人无|
亚洲中文在线日韩|
人妻少妇久久久久久人妻|
亚洲制服在线中文|
国产一区亚洲欧美|
欧美精品欧美极品欧美激情|
国产一区二区三区四区毛片|
一区二区三区性久久|
久久全国免费视频|
欧美精品在线播放一区二区|
国产美女福利电影|
在线午夜国产视频|
精品日韩欧美在线视频|
国产啪精品视频网给免丝袜|
欧美制服丝袜国产在线观看|
国产青青在线视频|
精品欧美日韩国产|
亚洲综合欧美综合|
国产天天搞福利电影|
国产亚洲欧美视频一区二区|
肥熟女巨臀亚洲一区二区三区|
欧美一区二区三高清视频|
日韩精品一区二区在线观看完整版|
亚洲精品国产丝袜久久|
亚洲精品美腿丝袜国产一区|
国产又粗又猛又爽视频|
久久成人伊人欧洲精品|
av精选在线观看精品|
国产成人在线二区|
精品国产亚洲av无人区二区
|
久久精品亚洲国产av香蕉|
精品一区二区中文字幕在线|
成人国产精品久久久电|
欧美国产综合日韩一区二区|
午夜第九超神福利电影网|
亚洲av激情专区小说|
黄色毛片网站大全|
av岛国高清一区二区三区|
国产一级一级一级国产片|
91午夜激情诱惑|
丁香六月激情久久|
国产精品成人一区二区三区|
亚洲精品网一区二区三区|
91一区二区精品国产乱|
中文字幕日韩欧美精品高清在线
|
刘亦菲人久久精品二区三区|
在线观看成人国产亚洲|
欧美亚洲另类第一页|
91香蕉视频黄色|
亚洲麻豆成人精品久久一区
|
国产香蕉免费精品视频|
美女网址视频在线观看亚洲|
国产精品国语在线|
国产午夜免费在线播放|
国产日韩欧美一区二区三区乱码|
久久婷婷综合亚洲|
国产精品美女久久久久久a|
激情一区二区在线免费观看|
日韩欧美亚洲变态另类|
国产午夜成年人电影|
成人线上永久免费视频播放|
久久综合九色综合8888|
国产三级av免费播放|
国内特级毛片视频|
国产午夜福利视频在线播放
|
国产成人一区在线观看|
在线精品在线视频成人自拍|
国产中文在线观看视频|
欧美一级淫片久久精品|
91久久综合精品国产|
久久一级av电影|
日韩欧美一区二区三区久久久|
国产香蕉在线精彩视频|
91啦在线观看麻豆国产|
欧美日本一道最新免费二区三区|
国产无套精品白浆在线观看|
国产精品一区二区三区无|
亚洲日本视频在线观看|
久久91精品国产91久久分享|
午夜啪啪福利视频|
国产在线天堂播放|
成人国产精品一区二区网站|
日韩制服久久精品|
国产激情在线观看一区二区三区|
日本免费网站一区二区三区|
一区二区三区在线国产精品|
白浆免费视频国产精品视频|
免费在线亚洲视频|
国产剧午夜精品一区二区三区|
午夜福利视频精品一区|
欧美电影免费观看电视剧大全|
久久特黄一级黄色视频|
亚洲精品视频大全|
久久av午夜网站|
日本久久久精品三级|
久久精品国产亚洲一区二区三区|
成人午夜av在线免费观看|
免费毛片视频观看高清在线|
日韩最新中文字幕在线不卡|
欧美日韩视频高清一区二区|
日韩三级视频在线播放|
欧美亚洲国产第一页|
九九成人免费视频|
久久久亚洲精品国产专区91|
亚洲电影一区在线观看网站|
欧美精品大片一区二区三区正在播放|
免费在线观看亚洲精品|
久久福利综合电影|
激情戏欧美一区二区|
国产成人一区二区三区电影|
久久久久久免费观看|
亚洲第一成人网一区二区|
日韩中文字幕网站导航|
国产成人综合亚洲欧美丁香花|
国产一区日韩精品二区|
日韩一二三区中文字幕在线视频精品|
久久精品国产亚洲av农村妇女|
精品久久人妻av中文字幕|
香蕉在线精品亚洲第一区|
人妻偷拍精品视频在线|
视频二区三区亚洲欧美在线|
国产久久精品免费观看|
欧美亚洲综合激情在线|
亚洲午夜精品人久久|
一区二区三区日韩欧美国产
|
日韩精品中文字幕久久臀|
91精品国产色综合桃花影视|
久久久久亚洲精品成人网|
欧美精品诱惑久久久久久久
|
欧美日韩在线区一区二区三|
综合欧美日韩一区二区三区|
欧美精品日韩一区在线观看|
成人一区二区三区午夜免费|
伊人久久大香线蕉av仙人|
亚洲欧美另类综合久久|
国产精品欧美激情亚洲一区二区|
欧美激情精品久久久久久免费
|
欧美日国产一区二区三区|
午夜一级黄色毛片影院|
久久成年女性毛片|
国产日本欧美二区|
久久亚洲av午夜麻豆精品|
国产午夜福利视频精品|
亚洲一级午夜福利片在线播放|
国产丝袜精品丝袜在线看|
日本一区二区三区麻烦视频|
亚洲福利视频在线观看|
国产麻豆婷婷在线|
精品免费福利视频|
亚洲精品成人av一|
成人中文字幕高清在线|
亚洲欧美国产一区二区在线
|
欧美精品久久一二三区|
成人在线观看视频毛片|
亚洲第一二区日韩国产|
天天精品视频天天躁|
一区二区日韩亚洲|
蜜臀av国内免费精品久久久夜夜|
亚洲欧洲日产国码二区在线|
欧美日韩无线码在线观看|
国产日产精品久久久久|
在线亚洲欧美一区二区三区中文字幕
|
午夜影院免费在线|
91午夜激情诱惑|
国产日本一区二区三区|
国产高潮呻吟精品久久久|
亚洲人成午夜免电影费观看|
精品一区二区三区免费乱码视频|
成人在线观看亚洲欧美|
欧美日韩中文字幕二区|
欧美一级在线观看中文字幕|
亚洲天堂av成人在线|
亚洲国产精品精华液网站|
久久免费在线视频|
亚洲一女毛片视频|
欧美一区二区精品系列在线观看|
国产又粗又猛又爽视频|
亚洲国产综合专区|
乱色熟女综合一区二区久久|
国产麻豆剧传媒av国产电影|
精品日韩欧美在线视频|
自拍一区欧美日韩|
亚洲国产av韩国乱线|
亚洲熟女精品久久免费视频|
国产91一区在线|
亚洲激情一区在线观看|
欧美熟女人妻一区二区三区|
亚洲国产一区二区精品最新在线观看
|
久久国产视频影院|
日本亚洲网站免费|
在线观看亚洲高清|
国产视频久久久久久免费|
亚洲国产av玩弄放荡人妇网站|
国产成人一区二区啪在线观看|
国产亚洲欧美日韩亚洲中文色
|
日韩欧美国产拍拍拍一区二区三区四区
|
在线播放亚洲精品一区二区|
亚洲日本在线观看欧美|
国产在线91精品观看首页|
免费观看高清韩国日本大全|
一区二区成人在线|
亚洲一级特黄大片在线播放91|
国产三级亚洲激情|
国产成人av综合久久蜜臀|
国产三级黄色在线观看|
亚洲精品国产福利|
国产高清久久精品毛片亚洲|
国产午夜精品理论片久久影视|
免费国产黄色大片|
伊人久久综合成人亚洲|
亚洲日本成人在线电影|
91香蕉国产在线观看免费永久苹果版
|
欧美日本视频一区二区|
午夜宅男精品一区二区在线观看|
亚洲国产日韩欧美一区二区三|
亚洲精品中文字幕在线第一页|
久久精品国产亚洲av麻豆助威|
成人国产一区二区三区精品麻豆|
国产美女激情视频|
亚洲欧洲美洲在线观看一区|
国产亚洲av电影院在线|
亚洲精品女性久久|
亚洲国产欧美一区二区三区在线|
国产中文字幕视频一区二区三区|
伊人一区二区三区综合网|
亚洲欧洲日韩美女|
日本亚洲天堂一区二区三区|
欧美日韩久久久一区二区|
欧美性夜夜春夜夜爽|
中文字幕在线视频亚洲精品|
精品亚洲一区二区在线播放|
亚洲欧美一区二区在线观看视频|
国产精品久久久久久久久av竹菊|
国产成人精品日本亚洲一区天天|
黄色三级欧美日韩国产|
深爱激情中文字幕一区二区三区|
日韩专区亚洲精品|
免费黄色一级片视频网|
日本在线一区二区三区免费视频|
日韩欧美伊人久久大香|
亚洲精品国产乱码av在线观看|
日韩亚洲国产中文字幕|
视频在线观看免费一区二区|
欧美精品香蕉久久久午夜福利|
91亚洲国产成人久久精品网址|
国产一区香蕉在线观看|
午夜欧美在线视频免费视频看|
久久精品极品盛宴观看|
成人午夜做爰视频免费看|
国产成人亚洲欧美二区综|
亚洲精品欧美综合|
欧美日韩黄色第一|
日本久久久一区两区|
日本乱码中文字幕在线观看|
人妻熟女av一区二区三区|
在线播放亚洲欧美国产|
欧美国产日韩在线视频一区|
成人精品久久频道|
亚洲岛国日韩视频|
亚洲精品成人一区二|
久久亚洲综合色一区二区三区|
亚洲欧美成人自拍|
中文字幕一区二区三区大片|
日本免费精品一区二区三区不卡|
日韩综合中文字幕在线视频|
亚洲欧美日韩国产精品综合|
日韩中文字幕一区二区三区在线|
成人午夜淫欲av一区二区三区四区
|
国产午夜三级一区二区三区视频|
国产一区二区三区精品女同|
在线观看日韩欧美一区|
亚洲午夜经典av久久久|
久久综合精品国产日本一区|
国产精品久久久久激情影院|
欧美极品另类高清视频|
欧美日韩国产电影一区二区|
亚洲天堂一区二区三区免费在线|
国产精品日韩一区二区免费视频|
亚洲一区二区三区xxx视频|
av网站在线观看亚洲国产|
亚洲国产视频在线观看|
亚洲三级视频在线播放|
九一麻豆精品国产自产自
|
亚洲精品视频在线看|
日韩欧美中文在线观看一区二区|
亚洲欧美另类精品福利在线|
国内在线观看精品免费视频|
亚洲av成人第一第二第三区|
国产精品网红av午夜场|
香港一级特黄高清免费|
日韩美女久久久精品视频|
年国产精品午夜福利在线|
欧美性激情久久久久|
午夜日韩久久影院|
国产华人精品自拍|
亚洲精品欧美在线播放|
黑人巨大精品欧美一区二区久|
日本欧美精品成人久久久|
亚洲综合五月天婷|
91精品手机国产在线能|
日本一区二区三区高清日韩|
国产欧美一区二区三区在线播放|
国产免费av片免费观看|
亚洲欧洲成人av在线|
欧美黑人巨大精品一区二区|
欧美制服丝袜中文字幕|
欧美一区二区三区在线看片|
日本欧美高清成人|
996热精品视频在线观看|
欧美另类亚洲一区|
久久一拍一拍精品国产|
国产欧美在线视频|
亚洲av日韩av综合色婷婷|
一区三区三日本视频在线看|
中国一级一级全黄|
成人国产亚洲精品一区二|
黄色一级一级大片|
亚洲国产免费播放|
亚洲一区二区国产精品日本|
制服欧美日韩综合成人|
高清av一区二区三区精品|
一区一区三区产品乱码午夜|
日本一区二区三区中文字幕视频|
日韩国产激情久久|
91久久综合精品国产|
女午夜激情在线观看|
国产精品亚洲精品日韩已满|
亚洲国产精品一区二三区|
亚洲欧美成人自拍|
日韩一级生活毛片|
久久精品国产欧美国产首页|
国产欧美精品二区|
亚洲av日韩人人爱|
欧美日本视频一区|
国产精品亚洲欧美素人|
欧美限制级在线播放一区二区三区|
日本在线免费一区|
婷婷欧美一区二区三区四区|
一区二区三区四区精品视频|
日韩乱码中文字幕|
亚洲欧美一区二区日韩|
日本人妻一区二区三区在线|
久久青草福利免费资源网站|
成人自拍电影在线观看|
黄色一区二区三区视频|
91蜜臀精品国产自偷在线|
日韩精品人妻一区二区av|
日韩欧美黄色成人|
秋霞日韩欧美成人|
亚洲天堂电影精品成人|
日韩欧美亚洲中文综合|
日本欧美久久久久久|
经典三级久久久久|
伊人久久大香线蕉v超碰|
亚洲日本婷婷久久|
欧美另类亚洲一区|
在线精品日韩视频|
色婷婷av一区二区久久|
精品国产乱码久久久久久樱花|
中文在线日韩欧美在线观看|
亚洲中文字幕日韩经典空组
|
欧美激情在线亚洲综合
|
日韩中文字幕一区二十|
国产欧美日韩精品一区二区在线观看|
秋霞撸丝成人av电影大香蕉久久|
亚洲国产三级网站|
久久午夜宫电影网|
欧美日韩精品在线观看一区二区
|
国产日韩精品欧美一区灰
|
黄色高清免费网站|
日本www视频在线免费观看|
亚洲av日韩av在线天堂|
欧美亚洲韩国日本理论电影|
成人免费在线播放av|
亚洲一区二区成人大片|
久久人人妻人人做人人玩精品
|
国产午夜福利电影在线播放|
免费在线黄色毛片|
香蕉久久综合精品首页|
国产亚洲人成网站观看|
国产亚洲午夜爽爽爽精品在饯|
日韩一区二区在线看|
亚洲欧美成人网麻豆|
美女主播亚洲区欧美区麻豆|
性欧美激情日韩精品七区|
成人在线观看视频毛片|
欧美日韩国产在线精品|
中文字幕亚洲视频在线播放|
亚洲精品国产电影在线观看|
在线国产成人av|
91麻豆精品在线|
国产电影午夜成年免费视频|
亚洲国产成人影库久久|
欧美一级淫片一区二区三区在线|
成人福利网址永久在线观看
|
亚洲精品高清成人|
嫩草国产露脸精品国产电影|
精品国产午夜福利电影|
亚洲欧美另类在线中文字幕|
欧美中文在线观看|
精品日韩欧美在线视频|
精品一区二区三区熟女|
亚洲日本日韩欧美国产|
亚洲日本婷婷久久|
国产精品成人久久电影|
亚洲日本综合在线|
成人区精品一区二区视频|
视频一区日韩经典中文字幕|
亚洲熟女乱色综合一区二区三区
|
日本二区三区四区高清|
日韩精品久久久久久性色|
91日韩中文字幕|
欧美一区二区三区日韩视频
|
久久成人免费精品|
亚洲美女性生活视频|
久久精品亚洲国产av四区|
成年女人毛片视频免费|
动漫精品午夜在线播放|
在线视频福利国产|
日本在线午夜影院|
久久久久久天天夜夜天天|
欧美成人精品午夜第一区|
加勒比在线视频日本欧美|
亚洲精品欧美视频在线观看|
日本一区二区三区视频在线观看视频
|
欧美极度精品另类|
亚洲欧美综合另类制服诱惑|
91精品国产乱码久久桃|
日韩最新中文字幕|
国产一区二区三区欧美成人欧美|
亚洲中文在线日韩|
91热国内精品永久免费观看
|
国产视频久久久久久免费
|
亚洲成人国产精品|
日本三级欧美三级人妇英文|
国产精品午夜电影|
99pao在线视频精品免费|
久久久99精品91久久久久|
日本精品夜色视频一区二区|
欧美日本另类视频|
国产欧美日韩在线电影|
亚洲中文字幕日韩经典空组|
欧美高清色视频在线播放|
国产精品网站免费观看视频|
久久精品国产亚洲av麻豆|
国产精品思瑞在线观看|
日韩国产欧美一级片|
一区二区精品视频|
国产一区二区桃色av|
亚洲欧美日韩中文字幕网站|
91午夜亚洲精品一区|
国内精品久久影视|
欧美成人三级网站在线观看|
美女福利视频午夜在线|
欧美精品在线视频一区|
狠狠综合久久av一区二区蜜桃|
久久国产亚洲精品|
欧美亚洲精品一区二三|
亚洲天堂成人免费在线观看|
日本欧美三级高清视频|
亚洲精品视频在线看|
成人三级视频在线观看完整版|
欧美激情综合在线|
精品激情视频一区二区三区|
日韩欧美激情国产中字在线|
亚洲精品高清麻豆久久|
亚洲成av大片大片在线播放|
久久精品五月天色综合|
精品一区二区三区波多野结衣|
毛片全部一区二区三区久久久
|
久久电视剧免费在线观看|
在线观看日本欧美国产|
中文字幕成人精品久久不卡|
日本少妇一区二区三区福利视频|
日韩爱爱电影在线观看|
亚洲一区二区三区四区五区六区|
亚洲导航深夜福利|
欧美一区二区三区在线看片|
91麻豆精品久久久久蜜臀|
欧美成人午夜影院|
欧美日韩精品一区二区三区四区|
一区二区免费综合视频在线观看|
午夜免费啪视频观看网站|
欧美亚洲乱码一区二区三区
|
欧美一级久久久网|
在线日本国产欧美|
国产精品欧美成人久久|
欧美日韩一区二区成人午夜电影|
亚洲丁香激情六月|
国产深夜福利免费|
91精品国产综合久久久性色|
日韩欧美中文在线观看一区二区|
日韩福利中文字幕在线观看
|
亚洲熟妇久久精品|
极品美女国产av|
日韩午夜黄色影院|
国产91亚洲精品久久久久|
日韩丝袜另类精品av二区|
久久久成人午夜电影|
国产麻豆91在线免费观看|
日韩精品成人高清一区二区|
田中瞳在线视频中文字幕|
欧美日韩人妻中文字幕懂色|
午夜免费三区四区|
国产午夜美女精品视频|
四虎影视精品永久免费网站|
久久精品国产亚洲熟女av|
日韩一区二区三区四区夜色av
|
午夜精品久久久久婷久久综合|
精品在线国产日本|
国产电影一区二区三区av|
日本一区二区三区精品视频在线观看
|
欧美在线播放视频|
日本在线一区二区三区|
久久久久久天天夜夜天天|
日韩成人免费视频一区二区
|
国产成人午夜免费电影|
欧美日本视频一区|
亚洲国内激情一区二区三区av
|
午夜精品一区二区三区蜜桃|
成人网亚洲综合欧美综合|
亚洲永久免费av|
在线精品一区二区三区电影|
精品福利一区二区视频|
欧美精品一区二区三区蜜桃臀
|
日韩欧美中文字幕在线一亚洲|
亚洲天堂久久天堂|
日韩一二三区中文字幕在线视频精品
|
亚洲午夜电影在线观看|
国产精品五月色六月婷婷|
欧美日韩丝袜一区|
黄色毛片视频在线免费|
日韩欧美在线综合视频二区三区
|
日本人奶水中文影片|
欧美日本视频一区|
国产一区制服丝袜|
欧美视频在线观看第一页|
国产va精品在线播放|
国产精品观看在线|
亚洲在线精品国产|
亚洲理伦一区二区三区四区|
国产在线一区二区三区四区|
国产精品欧美久久|
国产成人在线观看网站|
91精品国产综合久久尤物
|
亚洲暴爽av人人爽日日碰|
手机看片福利永久国产日韩|
变态另类成人av一区二区|
久久电视剧免费在线观看|
日韩av私库在线一区二区观看|
岛国中文字幕av在线|
日本女优在线观看第一区|
日韩一区二区在线看|
亚洲成人av男人天堂|
国产乱码日韩一区二区三区|
日韩中文字幕在线播|
日韩精品一区二区三免费|
精品一级亚洲一区二区三区|
日本欧美亚洲三区|
精品国产熟女av在在线|
欧美成年人在线观看视频|
日韩伦理动漫在线观看|
激情国产激情在线|
午夜精品一区二区三区四区五区
|
午夜精品电影一区二区三区|
亚洲黄色精品成人av|
天天爽天天狠久久久综合麻豆|
日本三级欧美三级人妇英文|
日韩在线精品一区|
亚洲欧美国产三上|
国产成人久久精品亚洲小说
|
精品一区二区在线播放视频|
亚洲欧洲美洲日韩另类|
字幕专区码中文欧美在线
|
午夜福利在线欧美激情|
日本一区二区三区欧美激情|
精品中文字幕久久久久人妻|
国产精品日韩一区二区免费视频|
国产成人久久婷婷精|
亚洲欧美一区二区三区国产精品|
国产精品高潮呻吟久久av嫩|
激情综合网亚洲av|
国产精品三级1区2区3区|
成人午夜做爰视频免费看|
国产久久日韩欧美|
婷婷综合五月中文字幕欧美
|
欧美日韩国产成人高清视|
亚洲午夜视频在线观看一区二区三区|
亚洲成人高清在线|
亚洲精品视频免费看|
亚洲欧美日产综合视频|
亚洲欧洲成人av在线|
国产午夜视频一区二区三区|
亚洲高清国产成人精品久久
|
欧美精品中文字幕手机免费视频
|
国产日本韩国一区二区|
亚洲欧美一区二区合集观看视频|
欧美一级欧美三级久久久|
国产色午夜婷婷一区二区三区
|
精品精品国产高清毛片|
亚洲一区二区国产精品日本|
亚洲精品国产成人久久|
亚洲国产精品成人免费在线|
亚洲网红美女主播诱惑精品一区|
乱人伦视频中文字幕在线|
国产亚洲一二三区精品|
免费看黄网站在线观看入口|
亚洲精品国产一区二区三区在|
欧美日韩专区一区二区
|
在线欧美亚洲国产一区二区三区|
日韩特黄视频免费|
日本亚洲欧洲黄视频|
欧美日韩精品视频免费观看|
欧美成人免费午夜影院|
国外精品久久久蜜桃免费全文阅读
|
亚洲国产精品女主播|
四虎国产成人永久精品免费|
日韩国产激情久久|
中国在线播放精品区|
亚洲精品高清视频|
国产日本一区二区三区在线观看视频
|
日韩精品久久久久高清一区|
久久精品国产亚洲av香蕉|
国产欧美精品一区二区三区色综合|
久久夜色精品国产亚洲av上下|
亚洲国产一区二区午夜福利
|
欧美国产高清在线观看视频|
日本欧美久久久久久|
亚洲免费一区二区在线观看|
成人免费视频播放|
国产精品一二三区视频出来一|
色婷婷精品免费视频|
婷婷免费成人在线观看|
欧美一级淫片一区二区三区在线|
91精品国产综合久久香蕉|
在线观看午夜福利亚洲国产|
91麻豆精品一区二区三区|
日本熟妇一区二区三区在线视频|
欧美日韩国产亚洲乱码字幕|
亚洲综合制服中文另类|
欧美女同性恋综合一区二区|
久久久亚洲电影国产精品|
91欧美亚洲综合在线观看|
国产精选在线播放|
午夜一级黄色毛片影院|
日韩三级成人在线播放|
亚洲国产精品成人免费在线|
日本一区二区三区欧美激情|
精品亚洲一区二区在线播放|
欧美午夜理伦三级在线观看|
日韩伦理久久久久久|
久久成人免费精品|
成人午夜视频免费观看|
亚洲精品国产成人久久|
亚洲欧美日韩激情在线观看一区|
亚洲另类欧美在线|
高清国产午夜精品久久久久久|
国产在线精品一区二区在线观看|
日韩欧洲亚洲视频天堂精品|
亚洲高清在线第一页|
日本三级免费观看精品久久久|
亚洲首页欧美一区|
亚洲欧美一二区日韩高清在线|
午夜精品成人一区二区|
久久久久黄色视频免费观看|
国产麻豆精品一二区|
亚洲国产一区激情电影|
日韩国产精品免费人成视频|
青青草原综合久久大伊人|
日韩欧美一级性片免费网|
亚洲欧美久久尹人久久麻豆|
欧美日韩乱妇高清免费|
精品一级亚洲一区二区三区|
国产日韩欧美在线一区|
在线成人免费毛片|
久久成人蜜桃麻豆|
久久精品韩国视频|
亚洲欧美在线观看专区|
欧美高潮偷拍精品一区|
精品国产乱码久久久久av|
国产成人午夜片在线观看|
九九热精品视频这里只有精品|
正在播放国产女免费|
欧美日韩一区二区夜色|
国产91精品在线免费观看|
久久久久国产精品人妻影院
|
91国语露脸精品国产|
亚洲欧美日本在线|
亚洲最大色大成人av|
亚洲91精品电影|
亚洲国产精品成人免费在线|
亚洲欧美日韩一区二区三区在线播放
|
一区二区三区亚洲午夜精品|
在线观看亚洲电影|
日本三级免费观看精品久久久|
日本亚洲网站在线观看|
美女网址视频在线观看亚洲|
亚洲国产大片一区二区官网|
成人高清护士在线播放|
欧美一区亚洲国产另类|
亚洲欧美一区二区三区孕妇|
日韩国产欧美高清在线|
国产精品高潮呻吟久久网|
国产精品日韩经典中文字幕|
亚洲精品一区国产精品丝瓜|
国产欧美一区二区精品影院|
a欧美午夜在线视频|
国产精品探花外围在线观看|
国产色午夜婷婷一区二区三区|
精品久久久三级丝袜
|
一区二区三区日韩专区|
亚洲av成人精品网站在线播放|
亚洲精品大乳女人一区|
国产成年电影在线|
韩国黄色三级电影网|
成年午夜性视频免费播放|
国产亚洲精品手机在线|
日本道精品一区二区三区|
日本在线午夜福利|
精品少妇极品久久久久久久|
国产精品香蕉观看|
91成人免费网站|
久久精品熟女亚洲av色|
日韩乱码中文字幕|
秋霞日韩欧美成人|
欧美日韩精品二区视频|
日本亚洲欧美一区二区三区|
成人精品一区二区三区中文字幕|
亚洲av日韩av综合色婷婷|
欧美色综合高清免费|
久久免费在线视频|
看一级黄色片毛片|
日韩精品久久一区二区电影|
美女日韩亚洲乱码一区二|
亚洲欧美在线成人网|
91九色精品人妻国产在现线|
久久久久黄色视频免费观看|
亚洲国产av播放|
欧美日韩一区二区成人午夜电影|
国产成人精品午夜精品|
在线欧美日韩免费观看|
日韩精品电影一区二区在线观看|
成人精品视频免费看|
国产精品久久大陆|
亚洲欧美一级大片在线观看|
亚洲欧洲中文日产|
精品国产一区二区久久伦理|
亚洲av网址在线|
国产人成午夜免免费观看|
日本一区二区三区久久|
日本一区二区三区四区视频在线播放|
国产成人综合在线观看网站|
国产一区亚洲欧美在线|
欧美一区高清网站|
亚洲国产一区二区三区在线视频|
精品激情视频一区二区三区|
国产在线播放成人免费|
91精品国产综合久久香蕉|
亚洲精品二区三区中文字幕|
久久黄色视频久久黄色视频|
激情综合网亚洲av|
激情在线播放免费视频高清
|
亚洲av爱爱天堂网|
国产一区二区三区久久精品|
久久伊人欧美成人|
成人免费观看久久|
国产福利精品导航|
亚洲岛国日韩视频|
亚洲欧美日韩制服系列|
国产欧美日韩免费在线视频|
一区三区三日本视频在线看|
91麻豆精品在线观看|
黄色三级毛片视频|
免费日韩午夜电影|
人人人妻人人澡人人爽欧美四区|
国产成人免费看一级大黄|
亚洲成人高清在线|
亚洲精品欧美在线播放|
亚洲成人日本三级|
日韩中文字幕一区二区三区在线|
91精品国产综合久久尤物|
亚洲精品成人av片在线观看|
欧美一区二区三区激情片|
欧美一级香蕉大片|
日韩亚洲欧美伦理|
国产真人精品在线免费观看av|
在线看国产免费黄色视频|
电影日韩版在线看免费|
激情一区二区在线免费观看|
欧洲成人高清av一区二区|
91福利国产在线观看一区二区|
香港一级特黄高清免费|
91麻豆精品一区二区三区|
国产欧美综合一区二区|
正在播放亚洲欧美|
岛国av中文字幕电影免费观看|
欧美精品亚洲一区二区在线播放|
碰91精品国产91久久婷婷|
国产特黄大片美女精品|
欧美香蕉爽爽人人爽观看猫咪|
久久精品女人天堂av|
欧美日韩一级在线观看一区二
|
亚洲国产一区二区三区综合片|
国产线视频精品免费观看视频|
午夜婷婷一区二区三区|
日本三级欧美三级人妇英文|
欧美一区二区精品国产日韩|
婷婷精品在线播放|
av成人精品一区二区三区
|
国产成人综合久久|
精品国产乱码久久久久久预案|
国产精品高清一区二区人妖|
色午夜激情视频在线观看|
亚洲国产成人极品综合|
亚洲av日韩人人爱|
欧美日韩久久久一区二区|
欧洲国产伦久久久久久片|
亚洲欧美在线另类|
国产精品免费福利|
狠狠色狠狠色合久久伊人|
国产精品吹潮在线观看|
亚洲韩国一区二区|
欧美成人一区二区三区在线视频|
国产日产精品久久久久|
91亚洲欧美日韩精品久久奇米色|
日本午夜精品一区二区三区电影|
亚洲中文字幕日韩经典空组|
欧美一区久久久二区三区|
久久久99精品91久久久久|
欧美一区二区精品系列在线观看|
国产剧情亚洲成人av|
亚洲av人妖一区二区三区|
亚洲春色在线播放|
日韩专区av在线|
国产午夜在线影院一区二区|
亚洲欧美日韩一级片在线观看|
国产亚洲原创精品|
在线观看日韩欧美一区|
午夜一级福利视频免费观看|
欧美日韩国产麻豆|
欧美日韩综合亚洲自拍|
国产影视精选网站|
欧美激情福利视频在线播放|
国产一级一级一级国产片|
国内外一区二区三区视频网|
精品一区二区中文字幕在线|
亚洲国产av玩弄放荡人妇网|
日本成人精品久久|
国产精品日韩在线观看|
91欧美一区二区日韩精品久久久|
久久国产精品高清一区二区三区|
欧美自拍另类激情亚洲|
亚洲自拍欧美成人|
欧美日韩综合久久久
|
欧美性老妇一区二区三区|
欧美色综合天天综合高清网|
国产福利一区二区三区高清|
人妻少妇久久久久久人妻|
韩国美女精品久久久久久久|
一级特黄大片久久|
国产婷婷色一区二区三区深爱网|
人妻免费久久久久|
亚洲国产精品色在线|
日韩国产欧美91精品|
精品在线国产一区二区|
成人看片亚欧大片在线观看|
91午夜福利伦理片|
在线免费福利午夜日韩电影|
精品理论片一区二区三区|
亚洲成人高清在线|
欧美国产日本在线观看|
国产精品久久久一区麻豆最新章节|
日韩欧美黄色免费|
亚洲欧美一区二区三区视频免费|
国产欧美亚洲大片|
久久天堂一区二区三区最新章节|
一区二区三区午夜福利视频
|
欧美日韩视频推荐一区二区三区|
人人澡人人妻人人爽欧美三区|
韩国日本欧美三区|
肥熟女巨臀亚洲一区二区三区|
欧美精品久久久久久久亚洲调教|
欧美一区二区三区四区五区|
日韩欧美国产免费看|
欧美一级片大全在线观看|
国产大战开裆丝袜高跟美女|
日韩欧美伊人久久大香|
午夜啪啪福利视频|
亚洲播放视频在线|
欧美在线观看日韩欧美在线观看|
国产精品一区二区亚洲天堂
|
亚洲欧洲美国日本三级视频|
深夜福利91麻豆|
欧美日韩国产午夜视频|
国内精品伊人久久大香线焦|
国产蜜臀午夜麻豆精品|
亚洲尤物在线观看|
在线播放欧美精品|
亚洲天堂av网站|
亚洲国产成人综合|
久久精品亚洲国产av香蕉|
国产一区二区高清视频|
亚洲国产精品久久婷婷老年|
国产亚洲精品美女久久久电影|
久久国产精品国语对白小说|
中国精品毛片在线观看|
亚洲精品电影国产综合久久|
美女午夜在线观看一区二区三区
|
91午夜国产福利|
国产精品久久久久久无遮挡|
欧美综合网欧美色妞网
|
日本美女一区二区|
中文字幕精品影院|
国产日韩精品一道在线观看|
成人黄视频在线观看|
一区二区三区欧美久久免费精品|
亚洲一区二区精品在线视频|
在线成人色一区二区|
国产精品久久久免费|
亚洲欧美日韩在线一区二|
在线免费观看色日本|
亚洲av激情一区二区尤物|
亚洲高清成人在线免费观看|
国产高清自偷自在线观看|
日韩欧美精品一区二区三区四区|
av网站在线观看亚洲国产|
91系列国产综合久久久久久|
欧美亚洲综合色网|
日韩久久久精品视频播放|
韩国欧美日本一本|
在线免费福利午夜日韩电影|
九九热久久国产思思久久|
亚洲国产精品一区二三区|
日本国产午夜视频|
成人高清护士在线播放|
国产一级做a爱片久久片|
日本高清毛片视频在线看|
国产一区二区三区av观看|
激情综合色综合啪啪开心|
手机看片福利永久国产日韩|
91久久北条麻妃一区二区三区|
人人澡人人妻人人爽欧美三区|
欧美视频在线观看免费播放|
麻豆激情久久av|
亚洲欧洲日本午夜一级精品|
亚洲一区二区天堂在线观看|
成人午夜在线视频|
日韩一区二区三区四区夜色av|
精品欧美激情在线看|
日韩欧美亚洲秒播|
亚洲精品国产电影在线观看|
欧美一级黄片免费在线看
|
亚洲欧美强伦一区二区|
日韩中文字幕精品一区二区视频
|
日韩高清中文字幕在线观看|
欧美日韩中文字幕二区|
亚洲国产欧美一区二区三区爱|
国产日韩av成人|
精品妇女一区二区三区|
欧美一区二粉嫩精品国产一线天|
欧美日韩在线区一区二区三|
成人午夜大片免费视频|
国产一级淫片久久免费|
亚洲三级一区二区三区在线|
国产网红黑料吃瓜网站|
亚洲天堂成人在线|
亚洲国产精品一区二三区|
国产精品伦理片免费播放|
亚洲欧美成人中文在线网站|
亚洲天堂一区二区三区免费在线
|
久久久久久国产精品免费无遮挡|
精品中文字幕久久久久人妻|
欧美日韩精品国产一区在线|
日本欧美视频六区|
亚洲乱码av一区二区网站|
日韩欧美一区中文|
国产午夜国产一区|
久久伊人欧美精品|
日韩亚洲欧美中文字幕影音先|
日韩电影免费观看高清完整版在线观看
|
亚洲成人国产精品|
毛片全部一区二区三区久久久
|
在线日韩精品福利视频|
国产黄色成人免费电影|
少妇午夜av一区|
亚洲欧美在线观看国产日产|
日韩特黄视频免费|
亚洲国产av一区|
欧美日本一道最新免费二区三区|
亚洲最新永久在线观看|
亚洲国产欧美一区二区三区爱|
麻豆免费网站视频|
久久一区二区免费|
色婷婷av一区二区久久|
亚洲成人精品一区在线|
亚洲精品久久久日本精品|
a欧美午夜在线视频|
亚洲综合久久伊人热|
av成人在线观看网址|
国产精品一区二区三区下载|
性欧美激情日韩精品七区|
日韩最新中文字幕在线不卡|
久久国产精品成人网|
美女午夜福利视频网站|
加勒比在线视频日本欧美|
一区二区三区精品电影在线看|
国产日韩欧美一区二区三区乱码|
日本欧美激情国产|
久久精品国产亚洲av麻豆助威|
欧美女同性恋综合一区二区|
欧美日韩在线下一页|
欧美日韩内地在线一区二区三区
|
国产精品日韩精品欧美精品一区二区三区
|
日韩欧美国产亚洲一区二区|
国产高清久久精品毛片亚洲|
免费国产在线精品一区|
亚洲国产精品精华液网站|
右手影院亚洲欧美|
国产综合视频在线播放|
国产欧美一区二区精品婷婷|
久久久久亚洲国产av麻豆|
日韩欧美在线播放一区二区三区|
国产精品福利免费视频|
岛国中文字幕av在线|
欧美一区二区三区精品性色|
成年人视频在线观看欧美|
中文字幕日韩免费|
欧美午夜性刺激在线播放|
日本午夜性色福利在线|
亚洲欧美国产日韩精品|
日韩av私库在线一区二区观看|
亚洲精品久久久久影院|
亚洲国产精品一区二区第四页av|
亚洲av专区成年女人在线播放|
伊人成人在线观看视频|
久久精品国产亚洲av福|
日韩一区二区三区精品视频在线|
亚洲一区午夜激情|
欧美在线综合视频|
亚洲精品熟女一区二区三区蜜桃|
五月欧美激激激综合网色播|
亚洲美女狠狠视频在线播放|
国产亚洲精品久久综|
日韩精品一区二区视频在线观看|
亚洲成年男人在线观看|
日韩欧美激情国产中字在线|
欧美一级一级做性视频|
成人综合久久精品|
亚洲av成人在线免费观看|
久草视频精品在线|
日韩亚洲国产成人在线|
亚洲乱码一区二区三区国产精品|
亚洲国产日本欧美激情夜夜骑|
亚洲高清视频二区|
日本精品一区二区三区在线视频|
中文字幕婷婷日韩欧美亚洲|
久久91精品国产91久久分享|
日韩精品电影一区二区在线观看|
国产欧美日韩麻豆91|
成人午夜精品视频在线观看|
国产91在线免费观看|
亚洲网站视频在线观看|
国产麻豆欧美日韩久久电影|
亚洲国产成人精品青青草原
|
国产精品视频在线播放|
国产精品一区二区三区漫画|
国产盗摄视频一二三区宾馆|
成人免费观看视频久爱网|
欧美日韩精品一级片|
国产欧美在线视频|
综合国产日韩欧美视频|
国产亚洲第一伦理第一区|
国产精品久久一国产|
亚洲一区二区精品在线视频|
日韩欧美人妻中文字幕一区二区|
91麻豆欧美精品成人|
午夜免费视频网站|
亚洲国产欧美精品|
色婷婷久久久亚洲欧美|
国产亚洲精品手机在线|
欧美日韩乱妇高清免费|
日韩中文字幕在线播放电影|
国产麻豆激情av在线播|
国语版一级黄色大片
|
亚洲影视在线观看|
成人一区二区三区中文字幕|
国产日韩欧美系列区|
久久综合久久在线日韩精品|
欧美视频在线第一页|
中国黄色一级片毛片|
国产伦精品一区二区三区免费观看|
久久久精品国产亚洲av|
日韩亚洲一区二区三区|
国产精品欧美精品|
日本精品夜色视频一区二区|
日韩一区二区三区四区夜色av|
国产裸舞福利资源在线视频|
日韩国产中文字幕在线视频|
91麻豆精品91久久久久|
久久人人爽人人爽人人片v高清|
亚洲欧美洲成人一区二区三区|
日本一区二区三区视频高清视频|
亚洲视频二区在线观看|
欧美日韩成人综合天天影院|
国产精品视频在线播放|
国产精品电影网站|
国产精品视频在线播放|
亚洲日本韩国欧美|
日本亚洲欧美在线视频|
国产精品经典三级成人国产|
欧美一区二区三区四区五区|
久久天堂一区二区三区最新章节|
国产一区香蕉在线观看|
日本中文字幕网站在线观看
|
午夜福利一区二区三区视频|
高潮白浆女日韩av免费看|
国产三级精品三级在中文专区|
一区二区三区在线观看亚洲|
久久青草国产手机看片福利盒子
|
国产视频一区二区免费在线|
亚洲高清国产成人精品久久|
国产麻豆日韩欧美久久|
国产成人欧美一区二区三区在线|
欧美自拍在线观看一区二区|
午夜免费观看一区二区国产|
色综五月亚洲欧美婷婷|
欧美日本一道本三区|
欧美国产高清在线观看视频|
亚洲导航深夜福利|
亚洲国产午夜尤物|
国产在线观看播放日韩精品|
国产天天搞福利电影|
日韩欧美黄色成人|
欧美日韩高清一区三区|
精品影院观看免费|
日本欧美中文字幕一区二区|
av香蕉久久精品日日躁夜夜躁
|
亚洲天堂网一区二区三区四区|
午夜激情免费在线播放|
国产精品亚洲精品国自产|
亚洲综合另类欧美久久|
91欧美国产在线播放|
亚洲综合五月天婷|
日本欧美在线免费一区二区三区|
欧美精品成人一区二区|
成人av福利在线|
欧美激情一区二区三区蜜桃|
在线播放在线亚洲国产|
亚洲视频二区在线观看|
夜间福利视频欧美日本|
国产精品日本在线|
蜜臀中文字幕一区二区三区|
亚洲网红美女主播诱惑精品一区|
国产精品香蕉在线观看|
亚洲精品成人av片在线观看|
亚洲欧美日韩国产精品综合
|
日韩av丝袜在线|
国产乱码日韩一区二区三区|
亚洲日本视频在线观看|
国产伦精品一区二区三区毛|
午夜免费三区四区|
国产中文av一区二区三区|
一级片黄片毛片视频电影|
欧美电影国产精品久久|
免费毛片福利视频|
一区二区三区亚洲午夜精品|
熟女国产精品视频一区二区
|
日本www视频在线免费观看
|
久久亚洲春中文字幕久久久|
亚洲精品中文字幕乱码三区|
嫩草国产露脸精品国产电影|
人人爽人人妻人人澡欧美|
日韩国产中文字幕在线视频|
亚洲欧美日韩在线观看播放|
91麻豆精品国产片在线观看|
国产精品激情一二区|
欧美一级淫片一区二区三区在线|
国产最新凸凹视频免费|
久久婷婷综合亚洲|
亚洲制服一区二区|
国产成人91青青草原精品|
亚洲av日韩综合一区二区|
欧美三区日韩一区|
女午夜激情在线观看|
欧美成人一区二区三区在线视频|
欧美日韩精品在线视频观看|
日本一区二区三区久久|
亚洲高清国产拍精品青青|
国产青草视频免费观看视频|
婷婷久久久五月综合色|
国产精品专区在线观看免费|
国产综合成人一区二区|
欧美日韩国产精品酒店|
国产三级黄片免费看|
丝袜日韩另类欧美综合分类
|
亚洲精品欧美综合|
精品欧美久久精品欧美久久|
秋霞日韩在线美利坚合众国|
日本一区二区三区视频中文字幕
|
日本高清一区二区三区三区|
欧美日韩一区二区三区女|
日韩高清在线播放一区二区|
日韩一级中文字幕在线观看|
国产一区二区精品播放|
欧美高清一区二区三区在线
|
毛片全部一区二区三区久久久|
亚洲午夜精品麻豆av片麻豆|
精品国产美女av久久久久|
国产日韩欧美精品中文在线|
久久人人爽人人爽人爽av|
亚洲精品视频在线看|
成人亚洲欧美一区二区三区|
日韩一二三区中文字幕在线视频精品|
欧美精品大屁股一区二区|
亚洲国产高清视频|
欧美日韩素人在线观看|
国产精品久久第一二三区|
美腿丝袜亚洲欧美综合|
国产伦理一区二区三区av|
精品国产综合成人亚洲区小说
|
久久亚洲制服丝袜综合网站|
国产欧美在线视频|
亚洲视频欧美国产|
国产成人av大片在线观看|
欧美高清国产精品|
亚洲综合伊人久久综合|
大香蕉欧美一级在线|
日韩欧美国产三级|
国产欧美精品在线一区二区|
欧美日韩一区二区不卡在线观看|
欧美午夜理伦三级在线观看|
国产精品对白刺激久久久|
福利亚洲一区二区|
午夜激情免费在线播放|
九九热精品视频这里只有精品|
日韩一区二区三区精品视频在线
|
国产日韩欧洲亚洲一二三区|
日本人妻交换一区二区三区|
国产短视频精品一区二区三区|
91麻豆精品久久久久蜜臀|
狠狠综合久久av一区二区蜜桃
|
午夜直播国产精品|
欧美日韩精品国产一区在线|
久久福利青草免费精品|
亚洲av日韩人人爱|
午夜一区二区三区四区在线观看|
午夜偷拍久久熟女|
岛国av中文字幕电影免费观看|
麻豆国产尤物av尤物在线观看|
亚洲欧美国产日产|
国产黄色片免费在线观看|
久久久久久天天夜夜天天|
欧美黄色片久久久久|
精品成人国产欧美日韩系|
狠狠色综合欧美激情|
国产超碰91人人做人人爽|
久久精品亚洲综合|
成人精品一区二区在线观看|
精品国产av一区二区三区小说|
欧美视频中文字幕|
亚洲午夜日韩一区二区成人精品电影院
|
亚洲精品日韩丝袜精品|
日韩精品av一区二区三区四区蜜桃|
日韩欧美国产激情自拍一区|
最新91精品老司机在线|
国产偷自视频区视频一区二区|
三上悠亚毛片一区二区三区|
91亚洲国产成人精品看片|
国产日韩欧洲亚洲一二三区|
欧美精品在线视频一区|
国产精品一二三区视频出来一|
午夜一级黄色毛片影院|
亚洲精品一二三四五|
日韩精品成人高清一区二区|
在线观看国产区一区二区三|
国产欧美日韩精品一区二区三区|
亚洲一区日韩一区在线|
日韩欧美极品一区二区三区|
亚洲伊人日韩精品|
日韩一级视频在线观看播放|
国产午夜视频一区二区三区|
亚洲麻豆成人精品久久一区|
黄色一区二区三区视频|
成人大片在线观看|
国产欧美自拍在线|
在线视频福利国产|
日韩中文字幕在线播放电影|
成人午夜福利在线|
国产午夜精品尤物福利视频|
黄色成人毛片网站在线观看|
亚洲中文自拍一区|
欧美亚洲国产国产另类|
免费看片一区二区三区成人|
午夜国产手机在线视频|
欧美一区免费观看|
欧美激情在线精品一区二区三区|
亚洲精品日韩激情欧美|
亚洲精品中文字幕在线第一页|
在线午夜国产视频|
国产伦精品一区二区三区免费观看|
日韩精品一区二区在线观看完整版|
性色成人区人妻精品一区二区|
日韩欧美精品一区二区|
亚洲视频一区在线播放|
国产精品香港三级国产av|
亚洲中文欧美国产|
国产免费福利精品视频|
电影日韩版在线看免费|
日韩欧美黄色成人|
亚洲欧美三级黄色|
日本乱人伦片中文字幕三区|
午夜精品在线电影|
亚洲欧美日韩国产精品影院|
日本中文字幕网站在线观看|
av香蕉久久精品日日躁夜夜躁|
日韩av麻豆精品|
亚洲精品一区欧美激情|
精品久久久久国产免费av|
av网站在线观看亚洲国产|
亚洲香蕉影视在线播放|
国产欧美自拍视频|
国产午夜精品福利免费|
日韩亚洲欧美伦理|
久久久久久天天夜夜天天|
久久久久国产熟女精品蜜臀|
国产福利在线观看一区二区三区|
日韩亚洲欧美伦理|
国产视频91在线|
欧美日韩一区二区三区国产电影|
欧美精品成人一区二区|
国产免费福利精品视频|
国产激情一区二区三区视频|
欧美限制级在线播放一区二区三区|
一级国产航空美女毛片内谢|
国产精品高潮呻吟久久av嫩|
久久在线观看免费视频|
欧美日韩综合久久久|
国产精品久久久久久无遮挡|
毛片全部一区二区三区久久久
|
亚洲在线精品国产|
国产一区二区精品尤物|
人人妻人人澡人人爽人爽日本片
|
国产亚洲综合91精品|
欧美亚洲乱码一区二区三区|
精品久久洲久久久久护士免费|
久久老熟女av一区三区|
中文字幕在线观看日本|
欧美在线综合视频|
日本欧美高清成人|
91麻豆亚洲国产成人久久精品|
9191国语精品高清在线最新
|
久久精品女人天堂av|
日本成人在线网址|
国产视频色在线免费观看
|
日韩欧美国产精品白浆高潮|
亚洲综合国产精品麻豆|
久久亚洲av夜夜嗨|
午夜精品视频一区|
欧美亚洲国产另类日韩在线
|
欧美日韩亚洲综合国产人|
看看午夜在线观看|
久久免费精品国产|
在线亚洲欧美一区二区三区中文字幕|
午夜国产一级大片免费观看
|
日本久久综合网站|
日韩欧美国产另类一区|
色综合欧美视频专区|
麻豆91视频精品观看|
日本激情视频高清|
久久久久人妻一区精品性色av|
亚洲精品欧美在线播放
|
午夜精品久久久日韩欧美|
亚洲国产欧美在线免费观看|
日本久久久激情视频|
欧美女同性恋综合一区二区
|
亚洲日本午夜视频|
国产网友在线视频|
欧美久久久久片免费播放|
亚洲欧美在线视频中文字幕|
黄色三级欧美日韩国产|
久久精品女人天堂av|
国产精品日韩首页|
91麻豆精品91久久久久|
欧美日韩精品人妻一区二区三区|
91精品视频免费看|
色哟哟国产精品视频|
一区二区三区四区亚洲精品|
亚洲日本在线网址|
欧美日韩精品一区二区三区色|
国产精品欧美久久|
人成午夜视频在线观看|
亚洲欧美日韩中文字幕在线一|
国产精品第三页在线看|
国产片精品一区在线播放|
国产毛片精品视频|
日韩一区在线视频|
欧美日韩国产高清视频一区|
在线一区二区激情|
日韩手机在线观看|
中文字幕午夜精品一区二区三区|
精品国产三级剧情网站|
极品美女在线观看一区|
久久亚洲成人一区二区三区|
成人一区二区三区中文字幕|
成人精品视频在线观看一区二区|
日韩黄色特级片一区二区三区|
麻豆成人久久精品二区三区91|
香蕉成人黄色视频|
午夜福利在线免费观看国产|
欧美日韩国产成人在线播放|
韩国日本好看电影免费看
|
自拍亚洲欧美日韩国产另类|
精品国产熟女久久久|
精品视频一区二区三区四区|
日本人妻一区二区三区在线|
日本污视频在线观看|
亚洲成人av91|
国产精品久久久一区麻豆最新章节|
一区二区三区欧美久久免费精品|
亚洲天堂网一区二区三区四区
|
亚洲国产精品一区二三区|
国产精品二区三区在线观看|
欧美一级永久免费毛片在线|
激情欧美一区二区三区中文字幕
|
国产成人在线观看网站|
国产精品妇女一区二区三区|
久久久久人妻一区二区电影|
色综合天天综合网国产成人综合|
国产精品久久久精品视频
|
亚洲日本一区电影|
看国产黄大片在线观看|
午夜福利电影院在线|
成人午夜在线视频|
亚洲欧美日韩中文字幕网站|
亚洲av日韩av在线天堂|
久久一级av电影|
日本亚洲欧美成人|
欧美另类高清免费视频|
亚洲中文字幕人妻一区二区三区|
欧美亚洲综合色网|
99pao在线视频精品免费|
欧美日韩视频免费|
91精品久久久久含羞草|
亚洲欧美在线观看国产日产|
亚洲第五色综合网|
国产成人免费av片久久|
免费在线黄色毛片|
看国产一区二区三区|
欧美综合自拍亚洲欧美人|
国产丝袜精品丝袜在线看|
激情亚洲五月天丁香伊人|
欧美另类一区二区三区|
欧美特欧美特级一片|
欧美风情另类日本|
免费麻豆国产一区二区三区四区|
国产熟女白浆精品视频2|
国产熟女久久久久久|
欧美极度极品另类|
欧美乱熟妇区一区二区三|
国产精品亚洲一区二区三|
中文字幕三级黄视频|
日韩欧美一级性片免费网|
欧美区一区二在线播放|
国产精品成人综合一区二区三区|
久久影视网电视剧全集免费观看|
老亚洲人欧美日韩久久|
亚洲国产大片一区二区官网|
日韩精品中文字幕一区三区|
在线免费观看黄色激情网站|
国产日本亚洲高清一级国产|
亚洲国产成人精品青青草原|
亚洲一区av免费电影|
国产网友在线视频|
在线免费福利午夜日韩电影|
国产精品视频一区二区久久久|
亚洲欧美精品在线一区视频|
欧美激情笫一欧美精品|
亚洲在线视频一区|
亚洲影视在线观看|
久久国产视频影院|
久久麻产亚洲av|
国产一二三视频在线观看|
亚洲国产成人综合网站最大|
爱久久av一区二区三区|
欧美成人精品欧美一级乱黄9|
精品久久久久亚洲午夜|
亚洲av永久久久久久久|
国产精品久久久久亚州av|
伊人久久大香线蕉av一区二区|
国产一区亚洲一区|
久久久久午夜国产精品|
午夜av在线免费观看|
av大全一区二区三区四区五区
|
亚洲一区二区精品在线播放|
国产精品一级香蕉一区|
欧美日韩精品一级在线观看|
五月天日韩欧美在线电影|
久久激情中文字幕电影|
国产精品国产亚洲伊人久久|
国产免费一级av|
视频在线观看免费一区二区|
亚洲欧美综合一区二区在线|
国产蜜臀午夜麻豆精品|
久久精品一区二区在线|
亚洲国产剧情一区在线观看|
亚洲欧美在线观看91|
午夜色婷婷一区二区三区|
国产成人av大片在线观看|
人妻熟女av一区二区三区|
精品国产乱码久久久久久樱花|
亚洲岛国日韩视频|
91精品成人国产在线电影|
日韩性感美女在线视频网站|
亚洲国产激情在线看
|
亚洲一区精品中文字幕|
久久av亚洲精品一区二区三区|
91午夜精品亚洲一区二区三区|
国产中文字幕一区|
午夜久久久欧美一区|
伊人色综合久久天天五月婷|
国产精品美女久久久久久av|
日韩美女人体视频免费播放|
久久久一本二本三本|
亚洲中文一区二区三区四区五区|
亚洲av二区国产精品|
高清影院在线欧美人色|
欧美午夜理伦三级在线观看|
亚洲成人久久在线|
日日骚日韩av电影一区|
国产影片大全免费观看|
精品久久久三级丝袜|
久久成人免费精品|
久久综合精品国产日本一区|
亚洲精品视频在线看|
国产高潮久久久久久绿帽|
欧美高清乌克兰精品另类|
久久久久国产精品观看|
国产成人午夜影院|
看国产黄大片在线观看|
国产性色av免费观看|
日韩欧美国产免费看|
成人午夜三级二区一区|
久爱午夜精品免费视频|
亚洲人成精品久久久久麻豆|
精品视频中文字幕在线播放|
久久精品国产综合精品|
亚洲欧洲视频在线观看免费|
成人线上永久免费视频播放|
国产三级av福利网|
久久久久久国产精品免费无遮挡|
午夜精品免费视频二区三区|
欧美制服丝袜国产日韩一区|
亚洲av综合伊人av一区|
亚洲激情校园春色精品|
精品国产一区二区三区四区性色|
日本小视频高清在线观看网站
|
黄色毛片视频在线免费|
高清无在欧美日视频观看|
亚洲精品综合一区二区三区|
欧美日韩制服在线|
国产亚洲福利精品一区|
高清av一区二区三区精品|
久久国产精品国语对白小说|
亚洲天堂av成人在线|
亚洲欧美制服丝袜在线观看|
大香蕉欧美一级在线|
中文字幕三级黄视频|
日韩精品中文字幕一区三区|
中文字幕亚洲视频在线播放|
精品视频久久久久久国产免费|
久久亚洲麻豆av|
久久爽av亚洲精品天堂系列图片|
国产一二三视频在线观看|
一区二区三区在线观看亚洲|
国产精品国语在线|
国产成人极品在线观看|
巨人精品福利官方导航|
亚洲精品福利电影网|
国产香蕉免费精品视频|
日韩精品一区二区三中文字幕|
亚洲视频日韩电影|
热久久国产欧美精品一区二区|
久久精品国产理论电影|
一区二区三区久久精品国产|
美女福利视频午夜在线|
亚洲欧美另类伦理|
免费毛片一级在线|
久久久久依人综合影院|
久久精品免费国产区|
日韩中文字幕在线一区二区三区|
曰韩一级黄色毛片|
av黄色在线播放|
国产亚洲综合激情校园小说|
毛片一区二区三区中文|
国产一级一区二区三区在线播放|
日韩精品电影一区二区在线观看|
久久久国产精品第一区欧美|
欧美一级在线观看中文字幕
|
成人国产一区二区三区精品麻豆|
国产成人综合亚洲欧美丁香花|
午夜网站在线观看|
日韩中文字幕免费观看一区|
亚洲网站视频在线观看|
亚洲美女av在线播放|
一区日韩欧美在线|
欧美日韩一区二区三区国产电影|
久久夜色精品亚洲噜噜噜|
久久久久久天天夜夜天天|
亚洲国产一区激情电影|
国产精品亚洲一区二区三|
亚洲激情一区在线观看|
一区二区成人综合网|
亚洲一区二区三区在线观看色|
性色国产欧美亚洲另类|
国产亚洲精品手机在线|
精品成人一区二区三区四区|
亚洲欧美日本一区二区三区|
欧美日韩高清一区三区|
国产精品视频一区二区久久久|
欧美一级黄片免费在线看|
国产精品久久久久高请|
日韩精品中文字幕久久臀|
亚洲欧美一区二区三区导航|
国产一区二区三区四区毛片|
亚洲乱熟女综合一区二区三区|
久久一区二区三区欧美|
亚洲av高潮潮喷久久天堂动漫|
亚洲国产色在线日韩|
欧美国内成人综合|
日韩高清无的久久精品|
日韩在线观看视频中文字幕一区二区三区
|
日韩欧美中文在线观看一区二区|
黄色毛片视频播放器|
日韩亚洲av免费在线观看|
亚洲一区二区日韩在线
|
精品亚州欧美在线上|
日韩丝袜另类精品av二区|
男人午夜影院在线观看|
欧美激情视频在线观看网址
|
亚洲激情一区在线观看|
日韩欧美黄色成人|
91久久久国产精品福利|
精品国产一区二区三区av在线
|
日本精品一区二区三区网站|
国产日本日韩欧美韩国片|
欧美成人精品三级网站在线观看|
韩国黄色三级电影网|
激情另类国产一区二区三区视频最新|
亚洲大尺度一区二区电影|
午夜啪啪福利视频|
在线一区二区激情
|
亚洲国产欧美在线另类|
久久久99精品91久久久久
|
亚洲国产激情在线看
|
亚洲精品成人av一|
欧美熟女人妻一区二区三区|
精品国产自在现线看久久|
欧美高清乌克兰精品另类|
婷婷免费成人在线观看|
国产亚洲欧美另类电影|
亚洲毛片欧洲毛片国产一品色|
欧美精品高清视频|
亚洲成人久久在线|
精品亚洲一区二区在线播放|
亚洲欧美日韩中文字幕在线一|
免费在线观看成人av网址|
亚洲高清视频二区|
欧美精品中日韩精品在线|
精品无人乱码一区二区三区
|
亚洲av激情网站|
亚洲第一区二区三区四区五区|
国产一二三区在线观看|
国产国产小嫩模无套内谢|
久久一拍一拍精品国产|
亚洲欧美日本性视频|
亚洲欧美日韩中文一区二区|
国产欧美亚洲大片|
久久久久久久久久久力|
成人午夜直播视频|
另类专区亚洲欧美国产中文字幕|
国产91成人免费电影片|
亚洲综合欧美一区二区三区|
亚洲国产精品成人无|
国产成人91色精品免费看片|
毛片在线免费观看视频|
日本在线观看精品视频|
亚洲黄色精品成人av|
91亚洲欧洲日本韩国|
国产日韩欧美精品另类|
久久久久午夜国产精品|
日韩性感美女在线视频网站|
国产福利午夜视频在线|
亚洲成av在线播放|
中文字幕日韩av一区二区|
中文字幕一区二区精品人妻|
黑人巨大精品欧美一区二区久
|
黄色毛片视频免费观看|
亚洲欧美精品在线一区视频|
美女性黄久久久国产精品|
一区二区三区另类视频|
国产精品欧美激情亚洲一区二区|
国内揄拍国内精品视频|
午夜在线成人播放|
欧美日韩另类视频|
日韩大片一区二区在线免费观看|
欧美一级香蕉大片|
成人黄视频在线观看|
韩国日本中文字幕在线观看|
久久久久久人妻精品专区|
亚洲麻豆成人精品久久一区|
国产综合在线观看视频|
午夜精品夜夜看麻豆|
成人在线视频观看免费|
亚洲国产电影在线免费观看|
国产电影午夜成年免费视频|
麻豆国产尤物av尤物在线观看|
91精品国产综合久久香蕉|
亚洲三级在线免费观看|
国产成人精品久久二区二区|
国产亚洲欧美日韩风格在线观看|
色婷婷久久久亚洲欧美|
亚洲91精品在线|
亚洲欧美另类伦理|
欧美三级视频在线|
亚洲视频一区二区在线观看|
欧美日韩在线三区四区|
韩国欧美日本一本|
日本污视频在线观看|
久久精品人妻一区二区三|
久久亚洲国产成人|
成人在线免费观看国产|
精品人成电影在线观看|
国产成人亚洲欧美二区综|
伊人久久大香线蕉av一区二区|
欧美一区二区三区精品系列
|
国产一区二区三区精品欧美日韩一区二区三区
|
国产在线观看播放日韩精品|
免费黄色小视频网站|
人妻偷拍精品视频在线|
欧美国产精品亚洲精品观看
|
午夜日韩欧美在线|
四虎精品久久久久影院|
成人精品久久频道|
亚洲综合伊人久久综合|
牛牛精品国内免费一区|
看日本黄色一级片|
国产亚洲第一伦理第一区|
国产精品欧美精品|
亚洲欧美一区二区日韩|
在线观看国产亚洲日本|
欧美三级精品一区二区三区|
精品国产日韩亚洲一区在线|
日本久久频这里精品|
视频国产欧美一区二区|
欧美午夜精品电影|
欧美黄色大片免费观看|
午夜视频在线观看一区二区|
91麻豆精品在线观看|
亚洲欧美日本在线一区麻豆|
欧美亚洲日本在线观看成|
亚洲国产精品成人久久|
欧美激情一区二区综合|
最新国产久免费视频观看|
91九色国产社区在线观看|
日韩欧美亚洲变态另类|
亚洲国产日韩欧美精品在线观看|
韩国三级在线国产|
国产国产精品人在线视|
国产国产精品成人免费|
亚洲熟妇久久精品|
国产欧美一级二级三级在线视频|
国产乱码精品一区|
日本欧美激情国产|
成年人色片精品一区二区|
亚洲精品一区二区电影在线|
成人国产久久精品|
91蜜臀久久精品一区二区三区|
国产中文字幕视频一区二区三区|
欧美日韩国产在线精品|
久久精品国产自在一线|
欧美日韩中国产视频|
亚洲av制服丝袜日韩高清|
久久精品国产亚洲av麻豆助威|
午夜av在线免费观看|
国产熟女白浆精品视频2|
久久伊人精品在这里|
欧美特黄特色三级在线观看|
欧美超乳巨大肥奶|
黄色一级生活大片|
日本免费网站一区二区三区|
亚洲欧洲日本午夜一级精品|
午夜毛片在线影院|
亚洲精品久久二区三区|
欧美亚洲另类第一页|
久久久成人午夜免费视频|
国产成人欧美一区二区三区在线|
欧美色欧美亚洲另类二区精品
|
精品一区二区三区波多野结衣|
亚洲欧美日产综合视频|
成人国产影视一区二区三区|
日韩手机在线观看|
欧美日产国产成人精品|
欧美电影久久久久|
亚洲午夜精品人久久|
久久国产视频这里|
亚洲欧洲av性色在线播放|
国产午夜福利视频在线播放|
日韩国产欧美一级片|
激情丁香开心久久综合|
91久久国产电影|
亚洲精品另类国产一区|
91精品成人国产在线电影|
欧美一级一级做性视频|
一区二区三区在线观看岛国视频|
五月天激情久久综合一区|
免费国产成人高清在线|
久久成人精品在线观看|
国产91极品福利手机观看|
国产成年电影在线|
欧美高清色视频在线播放|
伊人久久激情综合|
欧美黄色一级久久久久久片|
精品久久人妻av中文字幕|
中文简体视频日本熟妇乱码|
国产主播在线一区二区|
亚洲欧美人妻中文字幕在线|
91麻豆精品在线|
日本韩国精品一区二区|
欧美一级黄色大片久久|
一区二区午夜刺激视频|
中文字幕一区二区三区大片
|
日韩久久综合一区|
国产精品亚洲欧美素人|
久久狠狠躁免费观看|
久久经典精品视频|
欧美激情综合另类|
国产精品一区二区午夜电影网|
日韩欧美精品在线一区二区三区|
一本久久精品久久综合桃色|
日韩乱码av色综合高清|
亚洲欧美精品网站在线观看|
日韩亚洲欧美三级|
国产精品久久久一区二区91|
免费国产成人午夜福利|
精品久久久三级丝袜|
欧美一区二区三区精品系列
|
欧美日韩精品在线观看一区二区
|
久久伊人精品影院一本到综合|
亚洲精品国产成人久久|
国产成人一区二区三区四区在线观看|
最新国产精品首页免费在线观看|
在线欧美国产另类|
国产日韩欧美系列区|
国产真实伦视频在线视频|
国产一区二区三区精品女同|
91一区二区精品国产乱|
日韩av在线国产一区|
久久伊人色av天堂九九小黄鸭|
日韩激情在线播放一区二区|
国产丝袜熟女一区二区在线|
欧美性久久久久久久久久久|
久久久精品国产亚洲av|
欧美精品中文在线免费观看|
亚洲一区二区女搞男|
国内精品久久久久尤物|
日本高清在线观看|
午夜精品成人亚洲|
欧美亚洲日本另类在线视频|
日韩亚洲一区二区三区|
亚洲播放视频在线|
亚洲国产精品丝袜制服诱惑|
日韩欧美伊人久久大香|
欧美一区二区三区性|
91亚洲国产成人精品看片|
日韩国产精品大片|
欧美亚洲综合激情在线|
国产精品精品一区在线发布|
国产精品久免费视频|
中文字幕视频在线一区二区三区|
欧美一级在线视频|
亚洲欧美日韩国产成人综合|
一区二区三区日韩亚洲中文视频|
日本亚洲欧美一区二区三区|
日韩精品一区二区三区在线观看视频网站|
日本一区二区三区视频高清视频|
中文字幕伦伦一区二区三区|
国产午夜伦伦伦午夜伦|
亚洲天堂网av在线观看|
国产日产欧美成人|
香蕉成人黄色视频|
欧美精品成人一区二区|
狠狠综合久久av一区二区|
亚洲欧美中文字幕二区|
国产精品第三页在线看|
日韩激情视频一区二区三区|
日韩成人伦理电影在线|
国产毛片网站视频|
巨人精品福利官方导航|
国产高清久久精品毛片亚洲
|
国产欧美精品久久久一区二区三区
|
亚洲日本综合在线|
国产成人综合在线观看网站|
国产亚洲欧美在线观看三区|
91香蕉国产在线观看免费永久苹果版|
亚洲精品另类国产一区|
国产精品一区一区在线观看|
欧美精品亚洲第一区在线观看|
亚洲精品综合一区二区三区|
91久久久国产精品|
欧美日韩国产午夜视频|
麻豆激情久久av|
国产最新凸凹视频免费|
国产精品免费福利久久|
国产午夜三级一区二区三区视频
|
亚洲av永久久久久久久|
日韩美女视频网站|
国产精品一区二区午夜电影网
|
久久精品亚洲一区二区三区欧美|
久久精品女人毛片国产|
精品亚洲国产成人久久一线夕|
国产性色av免费观看|
国产精品午夜福利在线播放|
私人午夜影院一区|
亚洲午夜久久电影|
久久久婷婷国产一区二区三区|
欧美激情亚洲激情一区二区三区
|
精品人成电影在线观看|
日韩精品一区二区三区在在线|
高清精品一区二区三区一区|
日本女优一区二区三区在线视频|
在线观看日本欧美视频网站|
日本人奶水中文影片|
久久青草福利免费资源网站|
亚洲第一区二区三区四区五区|
狠狠婷婷综合久久久久久|
91日韩中文字幕|
超碰国产综合国产亚洲|
色午夜激情视频在线观看|
日韩一区精品在线观看|
国产日韩欧美一区二区三区四区|
日韩成人伦理电影在线|
国产精品久久第一二三区|
久久婷婷综合亚洲|
日本三级欧美三级人妇英文
|
欧美日本另类视频|
亚洲精品国产福利|
欧美精品亚洲精品另类|
精品久久香蕉国产线看观看亚洲|
亚洲av色一区二区三区精品东京热|
亚洲精品一区观看|
欧美一线二线三线毛片|
国产一区二区三区欧美成人欧美
|
欧美日韩国产亚洲中文字幕|
免费欧洲成人黄色大片|
国产欧美日韩精品观看|
日韩乱码人妻一二三四区别在线|
欧美人妻不卡一区二区久久|
国产午夜福利电影在线观看|
日韩欧美伊人久久大香|
日韩一级免费在线观看|
在线观看亚洲免费视频|
日本三级免费观看精品久久久|
国产亚洲一二三区精品|
国产美女精品自产拍在线观看|
成人国产久久精品|
精品一区二区三区自拍图片区|
精品视频久久久久久国产免费|
国产剧情av中文|
亚洲欧美国产另类性综合|
欧美一级成人在线播放|
亚洲欧美熟女另类|
国产一区二区三区视频观看|
中文字幕欧美精品日韩在线|
国产欧美一区二区精品婷婷|
亚洲精品一区国产精品丝瓜|
九一麻豆精品国产自产自|
亚洲精品中文乱码av一区|
夜间福利视频欧美日本|
欧美精品中文在线免费观看
|
欧美日本影片在线观看|
久久福利视频美女|
久久久久亚洲国产av麻豆|
亚洲乱色熟女一区二区三区在线播放
|
久久国产av性色生活片|
亚洲精品综合欧美二区变态|
久久电影院午夜福利|
亚洲一区二区成人精品久久|
国产欧美日韩精品二三四区|
国产成人一区二区三区电影|
青青青国产在线观看免费|
欧美一级香蕉大片|
91精品久久久久含羞草|
麻豆精品久久久久久久久|
国产精品久久久免费|
久久久婷婷国产一区二区三区|
天堂在线日韩欧美|
91麻豆激情在线观看|
青青草国产激情在线|
国产最新凸凹视频免费|
亚洲精品一区二区三区桃色|
日韩久久综合一区|
国产午夜福利视频第三区|
日韩一区二区欧美一区|
蜜臀中文字幕一区二区三区|
国产特级淫片免费看|
国产精品视频在线播放|
亚洲三级一区二区三区在线|
久久久久久国产精品免费免费|
亚洲经典毛片视频|
久久精品影视久久|
欧洲日韩在线观看一区二区三区视频
|
欧美日韩理伦一区二区三区
|
国产日韩免费在线|
亚洲精品电影国产综合久久|
久久久一本二本三本|
秋霞日韩在线美利坚合众国|
国产天天搞福利电影|
亚洲欧美日韩激情在线观看一区|
首页欧美日韩中文字幕在线|
亚洲欧美国产三上|
电影在线观看亚洲中文字幕
|
亚洲一区二区免费日本|
国产精品人人视频|
91麻豆亚洲国产成人久久精品|
欧美久久这里有精品|
国产亚洲欧美视频|
欧美一区二区三区加勒比|
久久人妻一区二区三区视频|
欧美日一级在线观看|
国产成人1024精品免费|
久久狠狠高潮亚洲精品|
国产成人亚洲综合色影视大|
亚洲天堂偷偷干成人av|
四虎影视精品永久免费网站|
国产亚洲av色综合精品|
国产麻豆91在线免费观看|
欧美成人四级在线播放|
欧美在线精品永久免费播放|
成人精品一区二区三区中文字幕|
久久综合给会久久狠狠狠|
国产综合色欧美视频观看|
国产一区二区桃色av|
看一级黄色片毛片|
91精品国产高清久久久久久91|
久久久久久国产精品免费无遮挡|
欧美特黄视频免费观看|
成人日韩一区三区|
日韩熟女精品一区二区三区视频
|
在线观看视频免费成人一区|
成人午夜在线视频|
亚洲一区二区日韩在线|
精品视频久久久久久国产免费|
爱久久av一区二区三区|
欧美日韩在线观看区一二|
欧美视频激情中文网|
精品在线国产一区二区|
日韩欧美亚洲国产精品字幕久久|
麻豆激情久久av|
韩国美女精品久久久久久久|
国产电影午夜福利|
日本成人免费在线|
欧美激情一区二区三区中文字幕|
日本少妇一区二区三区福利视频|
国产蜜臀av在线一区二区三区|
亚洲香蕉影视在线播放
|
国产精品免费精品自在线观看|
美女黄色国产精品|
国产精品久久在线观看|
欧美特黄色一级片|
国产亚洲欧美日韩精品在线|
亚洲欧美久久尹人久久麻豆|
国产成人91青青草原精品|
亚洲人成人亚洲人成在线观看|
亚洲欧美国产一区二区在线|
欧美日本一道最新免费二区三区|
日韩高清在线播放|
亚洲免费黄色一级片|
午夜毛片在线影院|
在线免费视频国产|
成人一区二区三区四区|
一区二区三区日韩在线免费观看|
亚洲欧美大尺度在线观看|
亚洲精品国产一区二区别|
国产精品亚洲欧美一区麻豆|
亚洲精品国产成人久久av|
日韩中文字幕网站导航|
国产毛片精品视频|
中文字幕在线观看日本|
国产日本一区二区在线观看|
久久精品国产亚洲av高清区|
亚洲中文一区二区三区四区五区|
日本亚洲欧美成人|
成人毛片视频免费网站|
国产精品夫妻自拍av|
国产精品另类专区|
久久久成人欧美精品|
国产精品妇女一区二区三区|
揄拍自拍日韩精品|
日韩欧美中文字幕在线一亚洲|
国产91视频在线|
亚洲欧美制服丝袜在线观看|
午夜在线国产欧美|
日韩国产欧美一级片|
国产成人精品久久亚洲区|
奇米影视亚洲色图|
亚洲第一区二区三区四区五区|
亚洲精品视频免费看|
午夜激情视频在线观看麻豆|
蜜臀久久精品久久久久|
国产麻豆一精品一男同|
诱惑中文字幕日韩一区二区|
国产精品亚洲综合色区韩国|
日本午夜福利视频在线|
亚洲精品中文字幕视频在线观看|
欧美日韩人妻中文字幕懂色|
亚洲国产精品综合久久久|
国产精品伦理电影久久|
日本午夜韩国成人|
中文字幕国产一区二区在线观看
|
日本产亚洲人成人|
日韩欧美一级黄片免费看|
亚洲精品91麻豆|
欧美日韩视频免费|
国产午夜成年人电影|
免费观看黄色网页|
精品妇女一区二区三区
|
伊人一区二区三区综合网|
成人午夜精品网站在线观看
|
丝袜美女丝袜亚洲综合
|
中文字幕伦伦一区二区三区|
欧美成人专区一区|
国产一级免费av|
亚洲三级久久一区|
国产成人在线观看网站|
四虎精品久久久久影院|
久热在线视频精品网站|
91久久夜色精品国产九色|
欧美一性一乱一交一视频多男|
91久久北条麻妃一区二区三区|
自拍一区欧美日韩|
日韩欧美伊人久久大香线蕉|
国产欧美精品一区二区三区老狠|
亚洲国产精品成人免费在线|
天堂一区欧美激情|
奇米影视第四精品亚洲国产|
亚洲欧美日韩中文一区二区|
日韩精品视频美在线精品视频
|
日韩欧美中文字幕在线一亚洲|
午夜性色福利精品视频|
亚洲午夜一区二区在线观看|
欧美日韩内地在线一区二区三区|
国产精品成人一区二区三区|
午夜福利在线一区二区|
国产产一区二区三区久久毛片国语
|
99pao在线视频精品免费|
亚洲国产av综合一区|
欧美在线播放视频|
国产成人综合欧美精品久久|
国产成人欧美一区二区三区在线|
欧美亚洲国产成人精品影院|
亚洲成年人一区二区三区|
日韩欧美亚洲中文综合|
国产成人极品在线观看|
国产亚洲精品久久综|
亚洲欧美一区二区色|
亚洲国产激情在线看
|
成年人视频在线观看欧美|
欧美成国产日韩在线观看|
亚洲综合国产欧美日韩|
欧美激情一区二区三区四区|
精品久久综合视频|
国产福利精品导航|
中文字幕亚洲精品欧美激情|
欧美成人看片久久精品久久|
日韩在线高清毛片|
色婷婷精品久久二区二区av|
日韩欧美国产免费看|
国产午夜福利视频免费观看|
久久国产精品高清一区二区三区|
亚洲免费一区二区在线观看|
免费成人久久久av|
成人福利一区二区在线观看|
欧美一级激情91|
国产欧美日韩美女在线电影|
欧美精品激情一区二区三区
|
亚洲天堂网一区二区三区四区|
久久激情中文字幕电影|
黄色毛片网站大全|
亚洲成人黄色一区二区|
日本欧美高清成人|
自拍亚洲欧美日韩国产另类|
国产一区二区三区av网站|
黄色毛片视频播放器|
国产性av一区二区三区|
免费播放一级黄色毛片|
91亚洲精品国产第一区|
国产特黄大片美女精品|
国产日韩欧美中文字幕|
黄频免费观看在线播放|
国产原创精品视频|
久久精品成人91一区二区|
亚洲欧美大尺度在线观看|
国产精品欧美久久|
亚洲精品欧美在线播放|
国产成人一区二区三区电影|
午夜免费三区四区|
欧美日韩在线成人一区二区|
免费观看高清韩国日本大全|
欧美三级精品一区二区三区|
91蜜臀久久精品一区二区三区
|
欧美成人精品三级网站在线观看|
av天堂黄色成人|
国产喷白浆在线播放|
久久精品成人91一区二区|
日韩av免费在线看|
精品理论片一区二区三区|
午夜啪啪福利视频|
午夜毛片在线影院|
国产美女作爱视频|
亚洲三级久久一区|
亚洲美女狠狠视频在线播放|
欧美高清色视频在线播放|
亚洲国产欧美日本综合天天看|
国产高清午夜人免费观看精品|
91香蕉视频黄色|
亚洲精品视频日本|
女午夜激情在线观看|
日韩乱码中文字幕|
亚洲国产成人av影片在线|
在线视频福利国产|
国产成人一区二区午夜精品|
国产午夜福利电影在线观看|
欧美精品一区二区色综合|
日韩久久综合一区|
日韩欧美一区中文|
欧美日韩国产电影一区二区|
欧美电影久久久久|
国产第一页第二页|
成人综合欧美网站|
国产乱码精品一区|
性欧美激情精品在线|
亚洲视频和欧美视频在线观看|
av精选在线观看精品|
国产欧美精品在线播放|
午夜免费在线欧美|
欧洲国产伦久久久久久片|
精品国产一区二区三区久久久久久|
伊人久久大香线蕉综合网站
|
亚洲国产综合久久|
性色香蕉av久久久天天网|
免费亚洲三级在线|
日本欧美一区二区在线观看|
成av人片一区二区三区久久|
欧美高清乌克兰精品另类|
欧美在线精品永久免费播放|
亚洲欧美日韩精品国产91|
成人在线免费观看国产|
欧美精品欧美极品欧美激情|
国产精品嫩草久久久久网站
|
91色老久久精品偷偷性色|
人妻久久久久免费精品|
国产av日韩一区二区三区精品
|
蜜桃久久亚洲精品一区二区|
午夜激情视频在线观看麻豆|
国产精品视频一区二区色戒|
日韩精品在线三区中文字幕|
91亚洲精品一区|
亚洲欧美日本在线观看|
在线精品国产亚洲av日韩|
亚洲天堂光棍影院|
久久在线观看免费视频|
欧美亚洲国产成人精品影院|
国产一区二区久久精品成人午夜|
在线91精品亚洲网站精品成人|
久久夜色精品国产亚洲av上下|
欧美人精品在线观看完整版|
亚洲一女毛片视频|
私人午夜影院一区|
伦理中文字幕日韩亚洲欧美|
国产亚洲欧美日韩在线看片|
日韩在线播放全免费|
日韩视频一区在线|
久久精品国产亚洲av专区|
av香蕉久久精品日日躁夜夜躁|
国产资源免费观看|
国产一区视频欧美|
亚洲大片免费在线观看|
久久国产精品高清一区二区三区|
变态另类成人av一区二区|
一区二区三区亚洲精华液|
韩国日本欧美三区|
久久一区二区精品区|
中文字幕第一区第一页|
成人网在线观看视频|
午夜精品亚洲一区二区三区嫩草|
亚洲一区二区三区av高清|
国产精品一区三区四区五区|
成人一区二区三区中文字幕|
亚洲成年男人在线观看|
亚洲视频中文字幕在线|
欧美成在线观看国产|
亚洲av日韩av在线天堂|
欧美国产精品一区二区三|
国产精品女同av在线观看|
亚洲福利视频在线观看|
日本亚洲网站免费|
一级做a爰片久久毛片唾|
国产亚洲精品一区二区三区
|
亚洲中文字幕日韩经典空组|
日韩亚洲欧美在线观看|
黄色毛片视频在线免费|
天堂在线中文无弹窗全文阅读|
中文在线日韩欧美在线观看|
亚洲国产一区二区三区四区五区|
日本日本日韩日韩|
久久老熟女av一区三区|
国产一区二区久久99视频|
亚洲欧美国产日韩精品|
国产二区一区在线观看|
亚洲国产一区二区三区在线视频|
亚洲成年人电影在线观看|
成人午夜大片免费视频|
国产成人午夜影院|
欧美一区二区三区四区中文字幕|
日韩乱码中文字幕|
亚洲精品中文字幕一区二|
亚洲欧美另类伦理|
免费国产成人午夜福利|
91麻豆精品国产剧情|
日韩伦理片免费在线观看|
亚洲韩国日本精品在线视频|
欧美日韩精品云播在线|
亚洲国产视频精品|
亚洲欧美日韩中日|
国产一二在线观看|
高清午夜福利视频|
日本午夜福利视频在线|
日韩欧美最新中文字幕|
日本一区二区免费精品视频|
亚洲一区二区三区三州|
亚洲依依成人综合网址首页|
国产岛国av在线播放|
激情戏欧美一区二区|
中国在线播放精品区|
91精品国产福利尤物|
色婷婷六月亚洲婷婷丁香|
午夜精品久久久日韩欧美|
国产大战开裆丝袜高跟美女|
国产精品成人综合一区二区三区
|
日韩精品人妻一区二区三|
国产精品欧美成人久久|
国产一级黄色片在线免费观看|
日韩中文字幕网站导航|
精品亚洲欧美综合长片在线|
成人国产精品久久久电|
国产精品高潮呻吟久久av嫩|
午夜欧美激情一区|
亚洲国产精品女主播|
亚洲欧洲一区二区在线观看|
久久精品免费国产区|
人人人妻人人澡人人爽欧美四区|
在线观看亚洲免费视频|
欧美日韩综合久久久|
久久成年女性毛片|
欧美日产国产成人精品|
成人免费在线播放av|
91热国内精品永久免费观看|
日韩欧美国产三级|
久久国产视频影院|
国产精品内射久久久久欢欢|
国产精品免费福利|
国产视频欧美亚洲|
国产精品另类专区|
欧美在线日韩一区二区|
中国黄色一级片毛片|
午夜国产精品影院|
日韩欧美影院观看|
在线国产视频福利|
亚洲成人av一区在线|
欧美一区二区三卡在线观看
|
日韩欧美一区二区视频观看|
日本特黄特色大片免费视频|
粉嫩蜜臀av国产精品网站|
欧美区亚洲区日韩区国产区|
欧美超乳巨大肥奶|
亚洲国产日韩精品中文字幕|
亚洲欧美大尺度在线观看|
日韩日韩日韩日韩日韩熟女|
亚洲欧美久久久久一区二区三区|
久久久亚洲精品毛片|
欧美成年人在线观看视频|
久久亚洲成人一区二区三区|
日本人妻一区二区三区在线|
亚洲av爽爽香蕉久久影片|
午夜福利在线观看免费高清
|
久久精品免费国产区|
国产岛国av在线播放|
欧美视频中文字幕|
欧美在线一区二区三区免费|
国产三级在线观看视频|
亚洲成人日韩电影|
久久av午夜网站|
欧美高清国产精品|
亚洲一区二区三区亚瑟|
欧美日韩一区二区三区女|
亚洲成人日本三级|
成人av福利在线|
日本成人精品久久|
在线成人免费精品视频|
久久九九久久精品|
久久久久国产精品欧美一区二区三区
|
免费看片一区二区三区成人|
福利亚洲一区二区|
国产第一页无限资源|
色午夜激情视频在线观看|
婷婷欧美一区二区三区四区
|
国产欧美精品在线播放|
亚洲av免费在线看网站|
果冻传媒mv国产推荐视频|
9191国语精品高清在线最新
|
国产在线精品一区二区在线观看
|
国产成人精品久久二区二区|
韩国三级电影全集免费|
亚洲国产成人av一区二区|
国产成人在线观看网站|
在线电影精品欧美一区|
亚洲欧美日韩中文国产|
色婷婷精品免费视频|
欧美一区二区精品系列在线观看|
日本免费网站一区二区三区|
中文日本国产高清|
国产午夜伦伦伦午夜伦|
欧美日韩国产色一区二区三区|
日本午夜韩国成人|
日韩亚洲视频国产|
国产亚洲精品久久国产剧情|
午夜视频久久精品|
亚洲欧美久久尹人久久麻豆|
亚洲素人日韩av中文字幕|
亚洲依依成人综合网址首页|
国内外一区二区三区视频网|
欧美精品一区二区在线观看播放|
精品久久香蕉国产线看观看亚洲|
亚洲欧美另类套图一区二区三区在线
|
精品国产亚洲av无人区二区
|
亚洲欧洲日产国码二区在线|
狠狠综合久久av一区二区
|
欧美韩国日本国产精品一区|
欧美一区久久久二区三区|
亚洲午夜久久电影|
日本亚洲中文字幕|
在线精品国产成人综合|
欧美牲交大片免费观看|
五月久久婷婷综合片丁香花
|
欧美精品一区二区三区久久蜜臀|
亚洲精品电影国产综合久久|
亚洲国产日韩精品怡红院|
在线观看成年人一级黄色毛片|
亚洲成人av一区在线|
在线看国产日韩欧美|
一区二区三区午夜福利视频|
亚洲国产成人精品青青草原|
黄色毛片成人三级毛片|
欧美一区二区久久免费看|
性色香蕉av久久久天天网|
亚洲成人久久在线|
国产成人欧美精品|
91大神亚洲影视在线|
日韩三级毛片在线播放|
亚洲国产午夜尤物|
日本欧洲亚洲一区在线观看|
久久伊人精品影院一本到综合|
日韩在线www中文字幕|
一区二区午夜刺激视频|
亚洲免费色视频在线|
国产欧美综合在线|
日本亚洲欧洲黄视频|
日韩午夜黄色影院|
欧美精品久久一二三区|
国产精品精品久久久久久久久|
国产精品网站免费观看视频|
日本在线午夜影院|
欧美日韩免费字幕|
成人福利网站免费|
中文字幕偷拍视频一区二区三区
|
欧美日韩午夜视频|
国产激情在线观看一区|
精品欧美在线精品|
国产成人精品日本动漫电影|
亚洲欧美日韩国在线|
久久精品国产亚洲av蜜色|
欧美极品另类高清视频|
欧美图片在线视频|
一区二区综合欧美日本中文|
精品久久久久久久国产偷窥|
国产亚洲精品一亚洲精品|
亚洲欧美中文字幕二区|
精品亚洲午夜久久久久91|
日韩在线视频中文字幕|
欧美成人久久一二三区|
蜜臀中文字幕一区二区三区|
国产麻豆激情av在线播|
在线观看国产日韩精品|
国产精品国产三级在线专区|
成人av在线教育|
伦理中文字幕日韩亚洲欧美|
亚洲国产精品一区二三区|
欧美国产大尺度在线观看|
免费黄色一级片视频网|
欧美色欧美亚洲另类二区精品|
国产主播在线一区二区|
亚洲精品免费激情视频|
亚洲午夜久久久久久尤物
|
欧美精品区在线播放|
欧美日韩理伦一区二区三区|
韩国精品免费视频|
欧美亚洲国产另类日韩在线|
亚洲一区二区三区三州|
伊人久久大香线蕉av一区二区|
国产黄色观看午夜诱惑|
成人国产影视一区二区三区|
日韩专区亚洲精品|
91久久综合精品国产|
国产熟女一区二区三区灬|
秋霞撸丝成人av电影大香蕉久久|
亚洲欧美日本在线一区麻豆|
欧美日韩乱妇高清免费|
欧美韩国日本中国黄色片|
人妻久久久精品66系列|
中文字幕三级黄视频|
蜜桃精品视频在线|
日韩国产欧美一区二区三区在线观看
|
狠狠久久欧美精品|
亚洲国产日韩欧美精品在线观看|
亚洲人成在线国产精品|
免费欧美黄色一区二区|
国产精品免费久久久影院|
成年午夜性视频免费播放|
国产福利一区二区三区在线观看|
国语版一级黄色大片|
欧美一区二粉嫩精品国产一线天|
国产视频一区在线|
日韩欧美在线观看|
精品视频一区二区三区四区|
成人91在线精品福利|
亚洲av制服丝袜日韩高清|
国产精品永久久久|
伊人久久大香线蕉综合网站|
亚洲精品视频在线看|
亚洲综合在线成人一区|
亚洲成av大片大片在线播放|
欧美精品高清视频|
午夜福利在线电影|
国产精品高潮呻吟久久网|
国产一区二区三区午夜电影|
日本乱码中文字幕在线观看|
日本午夜免费视频|
亚洲av日韩av综合色婷婷|
国产一区日韩在线观看|
亚洲国产日韩欧美一区二区三|
日本亚洲精品一区|
国产欧美久久精品免费|
一区一区三区产品乱码午夜|
日韩国产精品免费人成视频|
国产成人精品日本动漫电影|
人人澡人人妻人人爽欧美二区|
亚洲欧洲视频在线观看免费|
午夜福利热门精品福利视频
|
欧美亚洲另类久久综合|
婷婷欧美一区二区三区四区
|
欧美特黄色一级片|
特级毛片精品美女久久久久|
国产无圣光高清一区二区|
三级成人毛片视频|
巨熟乳波霸中文观看免费|
天堂av午夜精品在线观看|
一区二区三区久久婷婷|
五月久久婷婷综合片丁香花
|
欧美日韩精品国产一区在线|
成人av大全在线观看|
午夜寻花高颜值极品女神|
亚洲精品综合欧美二区变态|
亚洲日本少妇精品|
日韩欧美一区二区在线观看|
日韩欧美一区二区视频观看|
国产成人综合亚洲欧美丁香花|
国产欧美亚洲大片|
国产精品另类专区|
免费观看亚洲精品福利片|
av岛国高清一区二区三区|
成人福利网址永久在线观看|
av天堂成人官网在线观看|
国产精品久久久久久久久av竹菊|
美女诱惑国产精品|
91精品久久久久含羞草|
久久久日本黑人精品|
欧美制服丝袜国产在线观看
|
亚洲美女福利在线观看|
欧美成人三级伦在线观看|
亚洲成年男人在线观看|
国产午夜三级一区二区三区视频|
欧美中文日韩一区二区色视频精品
|
国产欧美日韩精品在线|
国产老太一性一交一乱在线观看|
国产精品五月色六月婷婷|
91福利国产在线观看一区二区
|
亚洲精品熟妇一区二区三区|
91久久综合精品国产|
国产成人精品综合久久|
成人av在线观看一区二区三区|
麻豆9191精品国产|
国产成人在线二区|
国产精品久久久久亚州av|
国产日韩一区二区三区av在线
|
中文欧美日韩国产在线|
香蕉在线精品亚洲第一区|
精品国产一区二区三区久久久蜜|
日韩国产午夜影院|
精品国产乱码久久久久久预案|
日韩亚洲一区二区三区|
亚洲欧美日本在线播放|
搡老女人露脸精品视频在线观看|
国产激情精品一区二区三区|
国产午夜福利视频免费观看|
伊人久久大香线蕉av仙人|
四虎影视精品永久免费|
日韩专区中文字幕人妻|
91亚洲精品一区二区乱码|
一日本道加勒比高清一二三
|
亚洲欧洲精品中文字幕在线|
人妻久久久精品66系列|
亚洲国产成人免费网站|
美女三级黄色毛片网站|
亚洲中文av一区二区三区|
亚洲欧美成人手机在线|
亚洲精品国产精品一区二区三区
|
九一麻豆精品国产自产自|
亚洲中文一区二区三区四区五区
|
黄色成人毛片网站在线观看|
日本中文字幕网站在线观看|
国产在线观看播放日韩精品|
欧美韩国日本中国黄色片|
国产香蕉视频在线观看|
久久国产成人午夜av影院宅|
精品日韩欧美二区三区|
免费在线亚洲视频|
中文字幕亚洲电影在线观看|
国产视频一区精品|
在线视频观看中文字幕|
亚洲国成人精女人久久久|
久久久久久免费观看|
亚洲精品国产一区二区别|
午夜毛片视频在线观看|
欧美一级特黄大片在线观看|
在线精品日韩一区二区三区|
日韩欧美亚洲国产午夜在线|
免费在线观看的色黄网站|
国产日韩精品欧美一区灰
|
欧美日韩国产天美麻豆|
91精品国产高清久久久久久91|
国产资源免费观看|
91国内精品久久久久免费影院|
成人永久看片免费视频天堂|
日韩国产精品免费|
欧美日本高清成人|
国产熟女大胆自拍|
国产精品亚洲精品国自产|
在线播放国产三级网|
亚洲精品国产精品一区二区三区
|
免费欧美黄色一区二区|
日韩欧美亚洲综合精品野|
久久亚洲春中文字幕久久久|
亚洲av日韩av高潮|
日韩欧美亚洲精品一区|
欧美在线观看一区二区三区|
午夜福利在线观看免费高清|
日韩视频一区二区三区免费视频|
亚洲欧洲日韩国产av|
国产二区一区在线观看|
亚洲第一区二区三区四区五区|
成人天堂资源在线观看|
久久婷婷亚洲一区二区|
国产精品一区二区午夜电影网
|
久久国产精品视频免费播放|
国内精品久久久久久久亚洲|
亚洲欧美国产日产|
国产第一页无限资源|
精品一区二区三区四区激情
|
成人av在线日韩|
欧美性久久久久久久久久久|
欧美一区二区三区四区中文字幕|
亚洲国产日韩欧美精品在线观看
|
欧美成人午夜一级|
国产精品久久久免费|
欧美精品成人区一区二区三|
国产高清自拍日韩欧美网站|
国产韩国日本三级在线|
久久久精品国产亚洲av|
久久亚洲av午夜福利精品一区|
国产午夜在线观看免费|
中文字幕一区二区视频在线|
亚洲另类欧美在线|
91久久精品亚洲国产|
亚洲欧美久久尹人久久麻豆|
久久久黄色一级片|
国产亚州欧美精品一区|
国产精品女同av在线观看
|
另类专区欧美专区|
亚洲欧美中文日韩高清|
亚洲av乱码一区二区三区夜夜
|
欧美日韩一级在线观看一区二
|
亚洲精品高清成人|
久久久久久天天夜夜天天|
国产精品日产欧美久久|
中文字幕偷拍视频一区二区三区|
亚洲天堂偷偷干成人av|
亚洲香蕉影视在线播放|
国产欧美日产一区二区三区大全|
国产精品精品一区在线发布
|
欧美国产精品久久久|
综合国产日韩欧美视频|
成人午夜在线视频观看一区|
自拍偷区亚洲综合激情|
国产日韩精品另类二区|
一区二区三区午夜福利视频|
狠狠综合久久av一区二区|
亚洲高清国产拍精品青青
|
91麻豆精品国产剧情|
精品久久久久亚洲午夜|
国产av人人夜夜操人人爽|
日韩免费高清一区二区三区|
在线视频观看中文字幕|
久久亚洲制服丝袜综合网站|
在线观看日本欧美国产|
亚洲欧洲日产中文字幕|
亚洲欧美另类套图一区二区三区在线|
看国产一区二区三区|
亚洲欧洲日韩在线|
中文字幕一区二区三区在线看片|
日韩欧美激情国产中字在线|
国产亚洲精品美女久久久电影|
欧美日韩国产色一区二区三区
|
亚洲毛片一区二区在线观看|
欧美黄色片久久久久|
欧美日韩黄色第一|
秋霞日韩一区二区三区在线观看|
国产人成视频在线观看青草网
|
国产福利一区二区三区高清|
国产美女三级在线观看|
亚洲成人av男人天堂|
国产麻豆精品aⅴ免费观看|
欧美激情综合五月天|
日本成人精品久久|
亚洲欧美曰韩精品|
国产日韩欧美一区二区三区四区
|
精品伊人久久大香线蕉网站|
人妻熟女av一区二区三区|
亚洲极美女高清在线观看|
国产日韩欧美亚洲专区|
国产一区亚洲一区|
丝袜美女丝袜亚洲综合
|
久久精品国产日本波多野结衣|
亚洲欧美日韩综合第一第二区
|
日韩视频一区二区三区免费视频
|
国产精品电影一区|
亚洲免费中文在线|
午夜激情在线免费|
久久久成人午夜视频|
日韩av在线精品免费观看|
91精品国产网曝事件门|
日韩黄色免费大片|
亚洲中文字幕自拍|
成人在线观看亚洲欧美|
日韩欧美一区二区三区在线观看|
国产蜜臀午夜麻豆精品|
国产精品久久久久av福|
日本一本一区二区|
国产精品日本在线|
亚洲精品美女久久久久av
|
色综合天天综合网国产成人综合|
精品亚洲欧美综合长片在线|
日韩欧美亚洲国产精品字幕久久
|
亚洲高清一区二区三区在线|
欧美精品诱惑久久久久久久|
亚洲中文一区二区三区四区五区|
久久久欧美成人精品观看|
亚洲国产成人综合网站最大
|
国产一二在线观看|
国产视频一区在线|
国产精品午夜九九视频|
亚洲欧美日韩国产激情|
黄色生活一级大片|
在线看日本吃奶孕交|
a欧美午夜在线视频|
亚洲免费中文在线|
亚洲一区二区三区四区五区六区|
亚洲尤物一区二区|
国产三级漂亮女教师|
久久久精品熟女亚洲avv|
国产原创视频在线|
欧美福利在线视频|
国内免费精品永久在线视频|
欧美牲交大片免费观看|
视频二区精品中文字幕|
在线播放欧美亚洲|
亚洲欧洲第一区第二区|
亚洲第五色综合网|
狠狠欧美日韩精品久久|
国产中文字幕一区|
亚洲欧美日韩中文国产|
亚洲欧洲美洲在线观看一区|
欧美日韩国产成人在线91
|
狠狠色伊人久久精品综合网|
欧美亚洲有限公司在线观看|
成人永久看片免费视频天堂|
亚洲人成一区二区三区性色|
粉嫩蜜臀av国产精品网站|
日韩精品久久久久久性色|
亚洲丁香激情六月|
亚洲成人卡通动漫在线观看|
国产成人免费高清直播网站|
亚洲成人卡通动漫在线观看|
日韩欧美一区二区三区中文精品|
国产午夜在线观看成人|
日韩亚洲国产成人在线|
久久婷婷人人澡人人爱91|
欧美日韩中文字幕高清在线观看|
国产精品欧美成人久久|
免费国产在线精品一区|
免费大片黄手机在线观看|
欧美男女啪啪一区二区三区|
欧美福利一区在线观看|
精品国产熟女久久久|
国产午夜精品福利视频麻豆|
欧洲视频在线一区二区|
亚洲国产av综合一区|
国产精品日本在线|
日韩在线电影亚洲专区|
北条麻妃毛片在线视频|
天天在线精品视频在线观看|
麻豆精品在线观看视频|
日本午夜免费视频|
欧美日韩国产综合视频一区二区二
|
久久久国产精品福利一区|
亚洲激情校园春色精品|
亚洲国产日产韩国欧美综合|
精品久久洲久久久久护士免费|
国产91一区在线|
欧美性夜夜春夜夜爽|
免费黄电影欧美日韩|
色爱精品视频一区二区|
中文超字幕日韩一区二区三区|
亚洲国产成人极品综合|
国产精品一区二区亚洲天堂
|
精欧美韩国日本国产|
国产三级漂亮女教师|
欧美日韩午夜视频|
久久成人伊人欧洲精品|
国产在线视频欧美一系列|
国产熟女一区二区三区蜜臀|
亚洲日本在线观看欧美|
国产第一页第二页|
欧美日韩国产成人在线播放|
日韩丝袜另类精品av二区
|
日本成人免费在线|
欧美日韩在线下一页|
亚洲欧美日本在线播放|
蜜桃精品视频在线|
国产福利一区二区在线视频|
国产一区二区欧美区|
亚洲欧美日韩激情在线观看一区
|
麻豆黄色视频免费在线播放|
国产高清亚洲一区亚洲二区|
国产午夜精品福利亚洲综合网|
欧美一级黄色免费大片|
中文字幕第一区第一页|
国产精品久久久久av福|
欧美在线播放一区综合|
亚洲日韩精品欧美一区二区|
av一区二区久久|
亚洲一区二区三区av高清|
中文字幕日本αv一区二区|
亚洲美女av在线播放|
成人性生交大全免费中文版|
亚洲综合欧美一区二区三区|
香蕉成人黄色视频|
亚洲熟女精品毛片|
在线观看亚洲高清|
日韩亚洲欧美日韩在线|
丁香婷婷亚洲精品国产区|
久久韩国精品韩国专区|
亚洲精品国产综合久久一线|
欧美午夜激情免费|
欧美激情综合在线|
国产片精品一区在线播放|
在线观看国产精品一区二区|
欧美岛国国产免费|
国产91在线精品|
国产成人综合久久精品红|
国产成人免费av片久久|
亚洲av夜夜欢一区二区三|
手机看片精品高清国产日韩|
一区二区三区另类视频
|
91麻豆精品国产片在线|
国产丝袜制服诱惑在线观看|
一区二区三区在线观视频|
日本视频一区二区在线播放|
国产午夜视频一区二区三区|
日本亚洲网站在线观看|
午夜性色福利精品视频|
欧美亚洲尤物久久综合精品|
亚洲中文字幕在线播放观看|
日韩人妖精品一区二区av|
国产精品经典三级成人国产|
久爱午夜精品免费视频|
欧美精品一区二区视频在线番设|
日韩国产欧美一区二区在线视频|
亚洲欧洲日产国产综合网|
欧美日韩一级在线观看一区二|
91麻豆精品国产福利精品|
国产精品亚洲成人欧美|
日本韩国成人高清在线|
人妻中文字幕日韩综合久久|
亚洲人成精品久久久久麻豆|
一区二区亚洲欧洲国产日韩|
亚洲国产一区二区三区四区五区|
电影日韩版在线看免费|
狠狠色丁香婷婷综合精品视频
|
亚洲欧美综合精品久久成人|
精品在线国产日本|
欧美中文在线观看|
亚洲第一区二区三区四区五区|
欧美日韩视频一二三区|
亚洲av二区国产精品|
午夜精品免费视频二区三区|
国产精品嫩草影院午夜|
一本大道香蕉高清久久|
日韩亚洲在线观看视频|
一级黄色毛片视频|
国产短视频精品一区二区三区|
国产精品制服丝袜美腿丝袜|
久久久久久久黄色大片|
久久最近最新中文字幕大全|
亚洲精品久久久日本精品|
麻豆视频成人入口|
一本久久精品久久综合桃色|
亚洲国产精品综合色在线|
亚洲一区二区三在线观看|
国产特级淫片免费看|
亚洲国产成人精品电影在线观看|
午夜毛片视频在线观看|
激情一区二区在线免费观看|
欧美日本一本线在线观看|
欧美日一级在线观看|
国产亚洲精品久久久久蜜臀|
日本欧美麻豆精品|
亚洲高清在线第一页|
亚洲欧美一区二区三区孕妇|
亚洲精品乱白浆高清久久久久久|
欧美日本高清成人|
日韩伦理动漫在线观看|
牛牛精品国内免费一区|
国产精品久久在线观看|
免费大片黄手机在线观看|
日韩精品人妻一区二区中文|
亚洲一区二区在线免费视频|
亚洲欧美综合免费一区|
日韩在线精品国产|
日韩亚洲国产中文字幕|
久久国产乱子伦精品免费一|
久久亚洲精品成人av大尺度
|
米奇精品视频一区二区三区
|
伊人成人在线观看视频|
日韩一区国产一级|
综合亚洲欧美日韩综合久久|
国产欧美日韩在线电影|
亚洲综合欧美在线|
熟女熟妇一区二区视频精品|
人妻久久久久免费精品|
av在线播放影院亚洲一区|
成人精品免费网站|
一区二区三区四区亚洲精品|
成人综合日韩一区|
亚洲一区二区三区av高清|
亚洲精品日韩丝袜精品|
九热这里只有精品|
一区二区三区在线国产精品
|
日韩欧美中文在线观看一区二区|
日韩精品久久久久高清一区|
亚洲精品成人一区二|
欧美极品另类高清视频|
99国产精品一区二区蜜臀|
日本欧美久久久久久|
欧美一区二区三卡在线观看
|
精品久久久久久久久久国产小说|
欧美黄色片久久久久|
精品国产乱码久久久久久预案
|
久久久久久国产精品免费免费|
免费播放一级黄色毛片|
成人午夜免费国产|
日韩亚洲在线观看视频
|
一日本道加勒比高清一二三|
亚洲精品电影国产综合久久|
欧美一区二粉嫩精品国产一线天
|
欧美日韩在线看一区|
91久久偷偷做嫩草影院免费|
欧美一区高清网站|
精品视频一区二区免费看|
一本一道久久综合狠狠老精东影业|
国产永久免费观看久久黄av片|
亚洲精品在线观看一区二区|
久久一本精品国产亚洲av麻豆|
亚洲欧美一区二区合集观看视频
|
亚洲国产精品制服诱惑|
国产午夜福利美女视频|
国产成人免费高清直播网站|
国产高清自拍日韩欧美网站|
日本精品夜色视频一区二区|
91亚洲精品第一|
成人天堂资源在线观看|
高清午夜福利视频|
亚洲成人av一区在线|
在线看国产丝袜精品|
高清国产一区二区三区|
国产主播在线一区二区|
欧洲亚洲韩国日本国产精品|
在线综合欧洲亚洲视频|
国产精品亚洲精品日韩已满|
大香蕉欧美一级在线|
偷拍一区二区三区在线视频|
亚洲成人精品三区|
亚洲国产精品久久人爰|
国产最新凸凹视频免费|
人人爽人人妻人人澡欧美|
国产麻豆精品一二区|
日本免费精品一区二区三区不卡|
欧美日本另类视频|
欧美日韩亚洲一区二区三区色|
久久精品国产综合精品|
亚洲成人av91|
亚洲国产精品久久久久婷爱影|
国产精品免费福利|
午夜黄色福利电影在线观看|
国产亚洲精品久久久久久牛牛|
国产亚洲欧美在线观看三区
|
欧美一级黄色大片久久|
久久伊人国产av|
久久只有精品免费|
国产一区二区三区视频观看|
亚洲午夜久久电影|
久久久人妻一区二区三区|
日韩国产欧美91精品|
日韩片欧美片另类片|
一区二区三区在线观看日本视频|
欧美日韩一区二区三区女|
国产精品嫩草影院一二三区|
欧美日韩国产色站一区二区三区
|
亚洲成人av十八|
国产精品自产拍高潮在线关看|
亚洲日本少妇精品|
免费看黄网站在线观看黄|
欧美成人三级网站在线观看|
久久人人爽人人爽人人片v高清|
日韩精品一区二区三中文字幕|
色综五月亚洲欧美婷婷|
亚洲欧美制服免费|
欧美日韩国产午夜视频|
国产老太一性一交一乱在线观看|
亚洲香蕉影视在线播放|
亚洲国产日韩精品中文字幕|
欧美日韩视频一二三区|
日本欧美视频六区|
亚洲熟女精品毛片|
亚洲日本韩国欧美美色图|
亚洲综合欧美一区二区三区|
久久亚洲综合色一区二区三区
|
91香蕉依人综合久久|
麻豆国产入口在线观看免费|
深爱激情中文字幕一区二区三区|
亚洲天堂网av在线观看|
亚洲午夜福利一区|
日韩国产精品久久人人|
亚洲欧洲在线亚洲|
免费在线亚洲视频|
香蕉视频在线精品视频|
久久国产亚洲精品|
国产亚洲欧美黄色|
激情亚洲精品国产|
一区二区三区四区蜜桃|
亚洲人成在线国产精品|
亚洲av午夜av日韩在线播放|
亚洲欧美一区二区色|
亚洲综合国产欧美日韩|
欧美日韩精品在线观看一区二区
|
人人妻人人澡人人爽日本|
亚洲制服一区二区|
亚洲精品国产欧美日韩|
精品国产三级剧情网站|
日韩精品在线一区二区三区观看|
亚洲精品丝袜在线一区波多野结衣
|
亚洲国产三级网站|
国产精品视频久久久精品视频|
欧美一级淫片一区二区三区在线|
日韩激情欧美视频|
91啪在线观看国产在线|
亚洲欧美日韩一级片在线观看|
欧美国内成人综合|
日韩黄色免费av|
欧美亚洲综合视频在线|
人妻人久久精品中文字幕|
午夜福利日韩电影|
久久精品亚洲国产av香蕉|
麻豆视频成人在线|
欧洲黄色视频在线播放|
91麻豆精品在线观看|
日本大乳三级在线观看|
国产精品久久久久高请|
午夜啪啪福利视频|
国产日本一区二区在线|
欧美日韩在线看一区|
日本韩国亚洲欧美日区韩区|
久久综合九色综合8888|
99国产精品一区二区蜜臀|
午夜宅男精品一区二区在线观看
|
国产精品亚洲自拍首页
|
亚洲午夜影院在线观看视频|
久久亚洲精品久久久蜜桃|
日本美女午夜福利影片|
麻豆免费网站视频|
在线观看亚洲免费视频|
在线观看视频国产一区二区|
国产大片线上免费看|
午夜一级福利视频免费观看|
日韩手机在线观看|
欧美色综合精品一区二区
|
精品国产一区二区三区av在线|
一本一道久久综合狠狠老精东影业|
日本久久影视大全|
久久久久久人妻精品系列|
色综合久久天天综线观看|
精品国产一区二区三区四区性色|
国产麻豆精品一二区|
午夜网站在线观看|
亚洲国产欧美日韩在线观看第一区|
国产第一页无限资源|
最新国产久免费视频观看|
成人国产亚洲精品一区二|
国产精品欧美激情综合色|
亚洲国产激情在线看|
欧美在线高清视频播放免费|
成年午夜影片国产片|
久久精品国产欧美国产首页|
日本中文字幕一区二区高清在线
|
欧美日韩精品一级片|
欧美成人看片一区二区三区|
日本在线观看精品视频|
国产一二三视频在线观看|
开心久久婷婷综合中文字幕
|
亚洲成人伊人成综合网|
久久久一区二区人妻精品|
日韩在线观看一区二区三区视频
|
国产日韩精品中文字幕|
亚洲欧美制服免费|
亚洲一区二区三区精品网|
国产精品日本在线|
看久久久久久毛片|
日本乱码中文字幕在线观看|
亚洲日本视频在线观看|
中国精品毛片在线观看|
亚洲国产精品成人久久蜜臀|
亚洲欧美日韩人成在线播放|
成人av_一区二区三区|
日韩中文字幕免费观看一区|
91蜜臀久久精品一区二区三区|
秋霞日韩欧美成人|
91欧美日韩亚洲|
国产毛片毛片毛片毛片毛片|
欧美日韩国产亚洲乱码字幕|
国产一区二区三区色淫影院|
精品人妻一区二区三区中文字幕|
日本中文字幕在线在线观看|
久久国产精品视频免费播放|
精品日韩中文电影|
黄色美女av网站|
亚洲欧洲日产国产最新|
亚洲国产精品成人久久|
亚洲精品二区三区中文字幕|
日本中文字幕网站在线观看|
欧美视频淫片在线免费观看|
亚洲播放视频在线|
亚洲欧美日韩国产综合二区精品|
在线观看欧美日韩亚洲|
日韩精品久久久中文|
国产91在线精品|
99精品久久久中文字幕|
高清国产午夜精品久久久久久|
日韩中文字幕精品一区二区视频
|
91在线国产一区二区|
国产亚洲精品亚洲精品久久久久久
|
亚洲日本少妇精品|
久久婷婷是五月综合色狠狠|
亚洲成人免费影片|
亚洲高清一区二区在线|
欧美一区久久久二区三区|
黄色一级视频久久|
亚洲人成一区二区三区性色|
国产成人亚洲精品自产在线|
果冻传媒mv国产推荐视频|
亚洲欧洲视频在线观看免费|
国产激情在线观看一区二区三区|
精品中文视频在线|
国产91视频在线|
亚洲精品综合欧美网在线|
日韩精品日韩在线|
奇米影视第四精品亚洲国产|
久久精品亚洲精品色婷婷|
伊人久久网大香线蕉av|
国产激情精品一区二区三区|
亚洲欧美一区二区三区视频免费|
国产日产欧美精品精品|
在线观看成年人一级黄色毛片
|
日韩精品综合一区二区三区|
亚洲成av片人久久久|
亚洲欧洲国产免费一区|
日本午夜国产精华|
欧美在线综合视频|
亚洲二区三区在线播放|
久久国产视频影院|
国产日产精品视频|
欧美日韩精品一级片|
久久久久特级毛片|
欧美日韩精品在线观看一区二区|
久久伊人国产av|
亚洲三级视频在线播放|
亚洲欧美综合视频一区二区|
日韩欧美第一区第二区|
91久久99久久91熟女精品|
日韩在线www中文字幕|
久久福利视频美女|
亚洲av专区成年女人在线播放
|
男女午夜做爰高清视频|
亚洲一区二区在线观看精品日韩精品
|
国产日本日韩欧美韩国片|
日本人妻交换一区二区三区|
精品在线国产日本|
国产精品激情一区二区三区视频|
欧美国产日韩精品在线一区二区三区
|
中文字幕乱码亚洲精品一区|
韩国日本激情亚洲|
亚洲国产成人精品人久久久|
日韩日本在线观看|
午夜久久久欧美一区|
亚洲av爱爱天堂网|
国产麻豆激情视频|
亚洲欧美一区人妻|
国产短视频精品一区二区三区
|
看国产一区二区三区|
欧美女同性恋综合一区二区
|
日韩精品一区二区三免费|
久久亚洲春中文字幕久久久|
亚洲精品一区二区三区在|
国产精品日韩首页|
成人在线免费观看视频网站|
亚洲视频在线精品|
日韩免费高清一区二区三区
|
欧美日韩午夜视频|
欧美成人一级在线|
亚洲一区二区三区欧美在线观看|
国产精品免费久久久影院|
亚洲国产成人精品电影在线观看|
国产精品另类专区|
精品一二三四五区|
日韩美女人体视频免费播放|
日韩视频中文字幕专区|
欧美另类日韩三级在线观看|
91久久高清国语自产拍|
欧美日韩精品一区二区视频在线观看|
亚洲影院欧美在线|
国产成人av综合久久蜜臀|
亚洲av日韩av高潮|
国产欧美日韩精品一区久久|
欧美另类视频在线播放|
成人av在线观看电影院|
日韩欧美一级二级三级|
国产亚洲综合激情校园小说|
亚洲欧美日韩中文字幕网站|
日韩欧美精品一区二区三区四区|
人妻久久久久av免费看|
国产精品对白刺激久久久|
欧美日韩亚洲成色二本道三区|
亚洲二区三区在线播放|
日韩欧美在线观看成人|
欧美国产日韩极速在线|
欧美成人午夜影院|
国产精品一区二区三区污|
精品视频一区二区免费看|
91精品欧美日韩|
在线日韩欧美国产|
亚洲乱码av一区二区网站|
欧美一级永久免费毛片在线|
中文字幕成人免费高清在线视频
|
欧美亚洲另类视频在线观看|
亚洲欧美另类在线中文字幕|
国产午夜福利视频在线播放|
毛片一区二区三区中文|
午夜国产手机在线视频|
成人在线视频观看免费|
日韩精品人妻一区二区三
|
国产一区二区免费在线观看视频|
一区二区三区久久婷婷|
正在播放国产女免费|
亚洲天堂一区二区三区免费在线|
男女欧美日韩午夜在线观看|
欧美亚洲国产成人精品影院|
国产午夜福利视频第三区|
亚洲熟女乱色综合一区二区三区|
国产精品亚洲综合色区韩国|
欧美日韩黄色第一|
国内精品久久久久尤物|
欧美精品无需播放器在线观看
|
日韩欧美国产丝袜大香蕉|
日本午夜韩国成人|
亚洲欧洲在线亚洲|
99精品久久久中文字幕|
精品欧美日韩国产|
国产欧美日视频在线观看|
91麻豆精品国产剧情|
精品视频一区二区三区四区
|
91精品国产高清久久久久久91
|
影院一区二区精品国产|
黄色三级欧美三级日韩三级|
99久久自偷自偷国产精品不卡
|
亚洲真人日本在线|
91精品日本国产|
亚洲国产综合专区|
日韩精品av一区二区三区|
成人午夜在线视频|
欧美日本另类视频|
亚洲熟女精品久久免费视频|
国产精品欧美久久久久竹菊|
欧美aaaav免费大片|
亚洲女同恋av中文一区二区|
亚洲欧美精品网站在线观看|
国产线视频精品免费观看视频|
久久精品国产亚洲av十八|
婷婷综合缴情亚洲狠狠图片|
免费毛片视频观看高清在线|
日本免费不卡中文字幕视频|
欧美日韩欧美一区二区|
久久影视网电视剧全集免费观看|
日韩精品日韩在线|
国内外精品一区二区三区|
欧美国产日韩在线视频一区|
欧美在线播放一区综合
|
亚洲欧美婷婷在线观看|
国产精品欧美久久|
国产成人精品国内自产拍在线|
在线日本欧美经典一区|
国产欧美自拍在线|
精品国产天堂综合一区在线|
一区二区三区欧美高清|
国产精品一区免费在线观看|
国产伦精品一区二区三区免费观看|
亚洲欧美一区二区在线观看视频
|
亚洲精品乱白浆高清久久久久久|
国产亚洲欧美另类专区|
亚洲人精品午夜射精日韩|
田中瞳在线视频中文字幕|
亚洲精品乱白浆高清久久久久久|
国产成人丝袜网站在线观看|
国产精品思瑞在线观看|
一本色道久久综合亚洲精品不|
日本久久影视大全|
久久久国产精品第一区欧美|
日韩精品中文字幕久久臀|
亚洲美腿欧美偷拍|
日韩中文字幕在线视频人妻|
亚洲人成一区二区三区性色|
国产日韩欧美成人|
国产精品网站免费观看视频|
欧美精品激情一区二区三区
|
91原创视频麻豆|
亚洲电影日本专区|
亚洲中文av一区二区三区|
一区二区三区欧美高清|
午夜福利九色91|
亚洲欧美三级黄色|
成人黄色毛片视频网站|
另类专区欧美专区|
成人永久看片免费视频天堂|
中文字幕精品亚洲|
欧美日本亚洲另类在线视频
|
亚洲国产av玩弄放荡人妇网站|
亚洲欧美强伦一区二区|
亚洲av日韩精品久久国产
|
日韩精品在线观看欧美|
欧洲日韩在线观看一区二区三区视频|
久久久久久亚洲人妻精品|
国产成人综合在线亚洲|
一本久道久久综合久久|
黄色成人免费观看网站|
午夜国产av电影网|
久久久国产精品第一区欧美|
久久综合精品国产日本一区|
亚洲欧美日本在线|
尤物国产福利视频在线观看|
国产精品xx欧美精品|
午夜日韩精品电影|
免费人成黄页网站在线观看国产|
午夜国产av电影网|
欧美黑人巨大精品一区二区|
亚洲国产色在线日韩|
日本中文字幕高清一二区|
在线观看成人精品|
国产精品久久久久高清|
激情另类国产一区二区三区视频最新
|
肥熟女巨臀亚洲一区二区三区|
中文字幕日韩免费|
欧美精品在线一区高清|
日韩欧美一区免费在线|
国产精品一区二区三区涩爱av|
国产欧美日韩久久综合精品
|
亚洲国产成人av影片在线|
亚洲国产丁香综合激情啪|
欧美人妻不卡一区二区久久|
国产亚洲福利精品一区|
国产大战开裆丝袜高跟美女|
中文字幕av一区二区三区高清|
亚洲第一成年人视频|
日韩成人伦理电影在线|
精品久久久久久国产偷窥|
国产精品午夜久久精品|
亚洲欧洲日本午夜一级精品|
亚洲国产福利高中生|
亚洲国产精品一二在线|
亚洲国产日韩成人综合天堂|
国产精品国语在线|
视频在线观看免费一区二区|
亚洲精品福利电影网|
国产一区二区久久久久久|
国产av日韩一区二区三区精品|
亚洲成人av电影一区二区三区|
电影日韩版在线看免费|
成人午夜黄色视频在线播放|
欧美色综合精品一区二区|
久久久久在线观看|
真人毛片免费观看|
色婷婷国产精品欧美毛片|
欧美日韩国产午夜视频|
蜜桃精品视频在线|
欧美亚洲有限公司在线观看|
亚洲三级一区二区三区在线
|
激情综合色综合啪啪开心|
欧美一级特黄大片在线观看|
亚洲中文字幕电影在线看|
日韩欧美一区二区视频观看|
国产真实乱人偷视频在线观看|
国产午夜在线影院一区二区|
色婷婷av一区二区久久|
欧美电影免费观看电视剧大全|
国产精品亚洲а∨天堂2021|
欧美日韩内地在线一区二区三区|
久久亚洲av夜夜嗨|
亚洲婷婷丁香六月|
麻豆免费网站视频|
在线观看欧美午夜|
成人午夜免费国产|
午夜寻花高颜值极品女神|
亚洲综合另类欧美久久|
日韩一区二区在线视频|
久久久久国产精品观看|
久久久久久久久久久力|
午夜私人日韩精品影院|
亚洲波多野结衣日韩在线|
国产大片线上免费看|
国产在线天堂播放|
各国伦理欧美亚洲|
国产免费制服丝袜网站|
欧美精品成人一区二区三区影院|
国产欧美日韩精品一区二区蜜臀|
亚洲综合欧美综合|
人人妻人人澡人人爽日本|
日韩日韩日韩日韩日韩熟女|
亚洲狼人干练合区在线观看|
成人一区二区三区久久精品嫩草|
亚洲欧美日韩午夜|
欧美性色精品一区二区在线|
国产乱码精品一区二区三|
国产交换一区二区三区|
国产真实乱人偷视频在线观看
|
精品一区二区中文字幕在线|
亚洲国产美女在线播放|
亚洲欧洲成人av在线|
国产精品观看在线|
男人午夜影院在线观看|
欧美图片在线视频|
免费看国产精品一级黄色片|
韩国日本亚洲欧美插逼视频|
欧美一区二区三区四区中文字幕|
午夜福利在线一区二区|
亚洲国产大量真实自拍|
在线观看亚洲免费视频|
在线国产日韩欧美首页|
亚洲高清无在码在线无弹窗|
亚洲最新一级毛片|
国产日韩精品另类二区|
亚洲成人精品一区在线|
欧美日韩在线三区四区|
欧美亚洲一级黄色片|
手机看片精品高清国产日韩|
狠狠色丁香婷婷综合精品视频|
欧美精品二区在线观看|
日本少妇一区二区三区福利视频
|
亚洲专区精品久久|
精品国产乱码久久久久av|
国产精品香蕉观看|
日韩欧美亚洲国产午夜在线|
日本成人免费在线|
国产欧美一区二区精品影院|
亚洲国产欧美一区二区三区在线
|
996热精品视频在线观看|
久久一区二区免费看|
国产日韩欧美另类精品|
91麻豆激情在线观看|
强插少妇视频一区二区三区|
免费麻豆国产一区二区三区四区|
国产亚洲欧美日韩一区两区|
国产麻豆精品手机在线观看|
国产精品亲子伦对白|
久久国产乱子免费精品|
亚洲精品每日在线观看|
欧美成人午夜一级|
精品国产一区二区三区久久久蜜|
狠狠婷婷综合久久久久久|
日韩专区亚洲综合|
亚洲av制服丝袜日韩高清|
国产成人精品亚洲|
久久特黄一级黄色视频|
欧美乱妇精品一区二区三区|
日韩欧美在线观看成人|
亚洲美女狠狠视频在线播放|
黄色免费一区二区|
巨熟乳波霸中文观看免费|
日韩欧美一级性片免费网|
日韩综合中文字幕在线视频|
北条麻妃毛片在线视频|
成人黄色一级视频|
国产日韩精品一区二区|
日本第一第二视频在线观看|
国产欧美日产久久|
91亚洲国产成人久久精品网址|
亚洲精品一二三四五|
成年人午夜在线视频|
国产精品视频一区二区色戒|
亚洲欧洲另类日本|
色爱精品视频一区二区|
国产精品嫩草影院一二三区入口
|
日韩在线精品一区|
久久精品国产综合精品|
精品在线国产一区二区|
国产日韩精品中文字幕|
a欧美午夜在线视频|
嫩草成人国产精品|
亚洲天堂成人免费在线观看|
在线亚洲av观看|
午夜精品夜夜看麻豆|
久久天堂一区二区三区最新章节
|
国产一二在线观看|
亚洲欧美日韩精品一区二区三区在线|
亚洲av日韩av综合色婷婷|
亚洲乱码中文字幕综合久久|
欧美精品成人一区二区|
亚洲理伦一区二区三区四区
|
日韩成人中文字幕在线观看|
香蕉在线精品亚洲第一区|
欧美一区二区三区精品系列|
国产精品久久毛片完整版|
在线亚洲欧美一区二区三区中文字幕
|
国产精品久久久久久专区|
国产韩国日本三级在线|
一区日韩欧美在线|
欧美日本另类视频|
免费播放一级黄色毛片|
精品欧美日韩国产|
中文字幕第一页在线|
国产啪精品视频网给免丝袜|
欧美蜜桃久久一区二区三区|
五月久久婷婷综合片丁香花
|
亚洲精品欧美在线播放
|
欧美日韩国产天美麻豆|
韩国日本激情亚洲|
精品国产美女av久久久久|
一区二区三区情欲视频|
日韩欧美国产综合久久|
国产一区二区三区亚洲|
亚洲国产色在线日韩|
欧美韩国日本国产免费|
亚洲第一福利在线观看|
国产午夜精品久久精品电影|
免费黄电影欧美日韩|
日本欧美精品一区|
久久久久亚洲国产av麻豆|
亚洲真人日本在线
|
亚洲精品成人一区二|
日本国产亚洲精品|
国产性色av免费观看|
国产日产一区二区三区四区五区介绍|
亚洲中文字幕日韩专区在线|
国产一区二区精品在线|
黄色毛片成人三级毛片|
亚洲日韩精品欧美一区二区|
日本欧美麻豆精品|
日韩熟女精品一区二区三区视频|
亚洲最大色大成人av|
天堂网在线观看在线观看精品|
久久一级片免费观看|
国产精品麻豆综合在线|
日韩欧美在线伊人|
精品女同一区二区三区亚洲女同志|
亚洲日本三级久久|
人妻中文字幕日韩综合久久|
国产精品永久久久|
91麻豆亚洲国产成人久久精品|
亚洲欧美一区二区三区中文字幕|
亚洲精品综合欧美网在线|
亚洲视频日韩电影|
国产高清在线精品一区观看
|
欧美精品香蕉久久久午夜福利|
国产麻豆艹逼免费观看视频|
久久亚洲综合色一区二区三区
|
国产性色av免费观看|
亚洲第一二三四区|
精品精品国产高清毛片|
亚洲激情一区在线观看|
欧美日韩综合亚洲自拍|
欧美一级久久久网|
欧美日韩亚洲一级片|
九九热精品视频这里只有精品|
国产精品久久久国产美女|
亚洲大片免费在线观看|
亚洲免费永久精品|
字幕专区码中文欧美在线|
国产中文字幕视频一区二区三区|
亚洲欧美日韩国产精品综合|
黄色免费一区二区|
欧美日韩免费高清在线观看|
亚洲国产一区二区三区在线视频|
久久麻产亚洲av|
日韩av在线亚洲第一|
午夜福利九色91|
日韩丝袜另类精品av二区|
日韩在线www中文字幕|
欧美电影久久久久|
久久亚洲制服丝袜综合网站|
亚洲国产高清欧美日韩
|
亚洲欧美另类套图一区二区三区在线
|
日韩一区二区三区四区夜色av
|
欧洲国产伦久久久久久片|
色婷婷精品久久二区二区av|
国产视频一区精品|
宅男在线国产精品|
欧美图片在线视频|
国产欧美日韩精品在线|
精品视频久久久久久国产免费
|
久久免费视频国产第一|
精品婷婷一区二区三区|
久久精品国产亚洲av高清动漫|
欧美成在线观看国产|
亚洲精品中文字幕视频在线观看
|
亚洲av激情专区小说|
麻豆高清免费国产一区|
国产亚洲欧美日韩精品在线|
欧美国产精品一区二区三区在线观看|
日韩一区二区三区精品网站|
久久久精彩久久久毛片|
亚洲中文字幕欧美一区二区三区
|
亚洲欧洲美洲日韩另类|
成人高清护士在线播放|
亚洲一区二区三区四区五区六区|
成人在线欧美亚洲|
精欧美韩国日本国产|
亚洲美女av在线播放|
亚洲成人av男人天堂|
巨熟乳波霸中文观看免费|
欧美高清视频日韩区|
国产在线精品一区二区在线观看|
久久一区二区三区欧美|
日韩三级成人在线播放|
91麻豆成人在线|
黄色一级视频久久|
日韩三级成人在线播放|
99精品久久久中文字幕|
在线观看日本欧美国产|
国内外一区二区三区视频网|
亚洲国产系列在线观看|
欧美中日韩中文在线|
亚洲大陆av一区二区三区|
人妻精品麻豆av|
亚洲伦女妇一区二区三区|
91蜜臀精品国产自偷在线|
午夜精品久久久日韩欧美|
久久国产亚洲精品|
色婷婷精品久久一区二区|
午夜鲁丝一区二区鲁丝|
国产精品入口免费在线观看|
日本网站在线播放|
91精品国产综合久久尤物|
日韩欧美三级自拍|
丝袜国产日韩精品|
国产一区二区综合在线观看|
在线观看日韩中文字幕网站|
亚洲国产福利高中生|
亚洲欧美在线一区二区三区|
国产特级淫片免费看|
蜜臀中文字幕一区二区三区|
国产午夜福利电影在线观看|
日本久久久免费看|
国产精品久久久久av福|
成人在线亚洲视频|
91国产在线播放|
国产婷婷一区二区三区|
国产毛片网站视频|
亚洲精品一区高清在线观看|
亚洲av乱码一区二区三区夜夜|
国产精品亚洲美女av网站|
精品福利一区二区视频|
动漫精品午夜在线播放|
国产亚洲午夜高清国产拍精
|
激情亚洲精品国产|
动漫精品午夜在线播放|
亚洲五月综合激情综合久久|
欧美精品在线视频一区|
国产精品网红av午夜场|
久久久久久亚洲人妻精品|
亚洲精品视频日本|
欧美日本一道本三区|
91香蕉国产在线观看免费永久苹果版|
久久一区高清免费视频|
日韩精品av一区二区三区四区蜜桃|
在线亚洲成人免费|
中文在线日韩欧美在线观看|
中文字幕日本αv一区二区|
日韩欧美国产精品白浆高潮|
在线精品国产成人综合|
91精品国产高清久久久久久91|
国产一级一区二区三区在线播放|
欧美一区二区三高清视频|
国产精品久久久久久蜜月|
国产福利一区二区三区在线观看
|
av午夜一区二区三区|
av在线播放影院亚洲一区|
粉色午夜视频在线观看|
伊人一区二区三区综合网|
亚洲在线视频一区|
日韩亚洲国产成人|
国产成人精品久久二区二区|
日韩欧美亚洲国产精品字幕久久
|
成人福利视频大全|
精品在线视频一区二区三区|
亚洲视频在线精品|
日本成人免费在线|
欧美另类日韩三级在线观看|
午夜国产av电影网|
亚洲一区二区三区在线蜜桃|
亚洲欧美日韩综合第一第二区|
国产日产精品一区二区三区|
亚洲欧美日韩在线一区二|
日韩欧美一区二区三区中文精品|
欧美一区免费观看|
日本国产欧美精品一区二区三区|
日韩欧美亚洲国产午夜在线|
亚洲精品国产一区二区三区在|
国产福利在线观看一区二区三区|
久久久亚洲电影国产精品|
国产精品网红av午夜场|
亚洲欧洲日产中文字幕|
午夜福利视频一区二区三区四区|
国产在线精品一区免费香蕉|
亚洲中文字幕人妻一区二区三区|
精品成人国产欧美日韩系|
亚洲欧美精品在线一区视频|
日韩中文字幕一区二十|
欧美日韩精品一级在线观看|
欧美一区二区三区在线看片|
爱久久av一区二区三区|
国产精品麻豆综合在线|
日韩欧美伊人久久大香线蕉|
一本大道香蕉高清久久|
中文欧美日韩国产在线|
高潮白浆女日韩av免费看|
久久老熟女av一区三区|
久久精品亚洲综合|
国产日韩欧美系列区|
国产高潮呻吟精品久久久|
久久精品国产亚洲av高清动漫|
中国精品毛片在线观看|
欧美一区二区精品系列在线观看|
国产精品免费福利久久|
色婷婷国产精品欧美毛片|
搡老女人露脸精品视频在线观看
|
网红主播在线播放99国产一区|
日韩亚洲国产成人|
日韩视频中文字幕|
国产激情亚洲av|
日韩视频一区在线|
香蕉在线精品亚洲第一区|
国产美女网站在线观看一区二区欧美日韩
|
精品亚洲欧美综合长片在线|
成人午夜黄色视频在线播放|
久久免费在线视频|
丝袜国产日韩精品|
成人亚洲精品自拍一区|
国产精品伦一区二区三区视频
|
久久亚洲春中文字幕久久久|
碰91精品国产91久久婷婷|
亚洲国产成人影库久久|
精品国产免费观看一区|
两性色午夜视频麻豆一区二区|
亚洲欧美又粗又长久久久|
国产麻豆激情视频|
亚洲精品日韩第一区|
午夜一级成年大片在线|
91精品国产综合久久尤物|
成人午夜av在线免费观看|
午夜激情视频欧美|
久久久久国产精品欧美一区二区三区|
91精品国产原创|
久久久久国产精品夜夜夜夜夜
|
在线免费视频国产|
午夜福利视频日韩精品|
91亚洲精品国产第一区|
亚洲成年人一区二区三区|
黄色三级欧美日韩国产|
黄色免费看片网站|
国产精品福利一区二区大豆行情网|
久久久久亚洲av成人网人人电影|
日韩av激情在线|
国产欧美日韩各类视频|
亚洲首页欧美一区|
日韩熟女精品一区二区三区视频|
亚洲一区二区日韩在线
|
欧美性猛交一区二区三区精品|
国产美女免费福利电影|
久久亚洲美女精品国产精品|
久久久久亚洲精品国产av麻豆|
欧美精品第一页在线播放|
久久免费黄色精品|
精品久久久久久久久久国产小说
|
亚洲av第一页国产精品|
日韩熟女精品一区二区三区视频|
人人爽爽人人爽人人片av|
91麻豆精品国产片在线|
国产成人av综合久久蜜臀|
九九精品视频在线观看九九|
久久久婷婷精品亚洲欧洲|
米奇精品视频一区二区三区|
三级成人毛片视频|
亚洲精品国产精品日韩精品|
国产国拍精品亚洲|
日韩美女视频网站|
欧美高清乌克兰精品另类|
亚洲精品免费激情视频|
一本色综合亚洲精品蜜桃冫|
91精品国产综合久久久久久首页
|
日韩中文字幕在线一区二区三区|
九九热久久国产思思久久|
亚洲一区二区中文字幕组|
日本亚洲网站在线观看|
91蜜臀综合国产区|
欧美激情笫一欧美精品|
看国产黄大片在线观看|
欧美日韩成人精品久久久免费看|
欧美日韩免费高清在线观看|
色婷婷精品免费视频|
日韩欧美熟女一区二区三区|
午夜鲁丝一区二区鲁丝|
成人黄色毛片影院|
精品午夜国产福天堂|
国产成人一区二区三区别|
另类专区亚洲欧美国产中文字幕|
亚洲伊人久久伊人|
国产日韩欧美一区二区三区乱码|
国产精选av大片日韩|
日韩欧美精品一区二区三区四区|
麻豆尤物在线观看|
人成午夜视频在线观看|
91超碰久久精品一区二区|
亚洲一区二区成人综合在线电影|
国产精品密播放国产免费看|
亚洲日本另类视频|
日韩精品一区二区三区在在线|
日韩高清av在线一区二区|
奇米影视第四精品亚洲国产|
亚洲乱熟女一区二区三区91|
日本一区二区三区免费观看|
国产亚洲欧美日韩精品在线
|
日韩人妻一区二区三区蜜桃视频
|
日本三级午夜理伦三级三|
亚洲国产精品一区二区第四页|
亚洲av专区成年女人在线播放|
亚洲国产一区二区三区综合片|
国产韩国日本一区二区三区|
日韩中文字幕一区二区三区四区|
欧美午夜爱爱视频|
国产亚洲经典av|
亚洲精品大乳女人一区|
日本午夜免费视频|
国产第一页无限资源|
亚洲国产精品成人综合|
欧洲精品成人av|
私人午夜影院一区|
国产一区二区精品尤物|
日韩美女人体视频免费播放|
日韩乱码人妻一二三四区别在线|
日韩成人av网站|
亚洲午夜福利一区|
亚洲天堂av网站|
久久精品熟女亚洲av麻豆网站|
精品在线国产一区二区|
久久tv中文字幕首页|
精品视频在线免费看|
日本在线午夜影院|
香蕉伊思人在线精品|
中文字幕在线欧美|
亚洲天堂网一区二区三区四区
|
欧美午夜性刺激在线播放|
国产真人精品在线免费观看av|
国产亚洲情区一区二|
欧美日韩午夜电影|
激情亚洲精品国产|
亚洲精品在线观看一区二区|
美女午夜在线观看一区二区三区|
91麻豆精品国产剧情|
欧美精品乱码久久|
国产日本高清网色|
国产欧美日韩麻豆91|
欧美激情视频在线观看网址|
亚洲国产av玩弄放荡人妇网|
国产一区二区三区精品欧美日韩一区二区三区
|
国产成人免费看一级大黄|
久久久久特级毛片|
午夜影视在线观看一区二区三区|
99pao在线视频精品免费|
日韩高清一二三区|
亚洲国产剧情一区在线观看|
亚洲精品美腿丝袜国产一区
|
色综久久久久综合欧美|
国产丝袜熟女一区二区在线|
欧美亚洲视频在线观看一区二区|
国产精品日韩精品欧美精品一区二区三区|
久久夜精品国产噜噜亚洲av高|
午夜福利日韩电影|
亚洲激情校园春色精品|
欧美中日韩中文在线|
黄色一级一级大片|
久久精品国产亚洲av麻豆|
亚洲天堂偷偷干成人av|
亚洲欧美国产电影一区二区|
国产91在线精品|
亚洲欧美日韩中文字幕在线一|
亚洲欧洲日产在线观看|
日韩亚洲一区二区三区|
一区二区三区四区亚洲精品|
欧美成人午夜影院|
亚洲成人午夜福利在线观看|
国产在线91一区二区|
久久久久久亚洲精选|
日韩欧美激情视频在线观看
|
日本国产欧美精品一区二区三区|
精品亚洲欧美综合长片在线|
国产特级淫片免费看|
成人av在线日韩|
国产在线播放91|
麻豆91视频精品观看|
免费在线视频精品|
国产欧美视频在线观看播放|
美女诱惑国产精品|
国产精品久久久久免费电影|
国产精品久久久精品视频|
免费在线观看日本中文字幕|
麻豆视频成人入口|
在线国产成人av|
欧美亚洲中文在线观看|
亚洲午夜视频在线观看一区二区三区|
亚洲国产一二三四五|
亚洲熟妇久久精品|
亚洲国产三级网站|
中国黄色一级片毛片|
亚洲午夜福利一区|
深夜视频在线免费观看一区|
美女性黄久久久国产精品|
亚洲欧美一区二区三区导航|
日韩亚洲欧美网址|
亚洲欧洲成人免费观看|
在线日本国产欧美|
国内揄拍国内精品视频|
欧美日韩国产三级在线|
国产午夜精品久久电影|
日本中文字幕网站在线观看|
91亚洲精品久久久久久久久久|
久久亚洲综合色一区二区三区|
在线免费日韩视频|
黄色毛片网站大全|
亚洲欧洲日本午夜一级精品|
av香蕉久久精品日日躁夜夜躁|
久久久久国产成人大片
|
亚洲av乱码一区二区三区夜夜
|
欧美午夜福利短视频|
欧美乱熟妇区一区二区三|
成人福利网址永久在线观看|
亚洲欧美日韩在线一区二|
外国美女激情午夜在线|
日韩在线高清毛片|
亚洲成人午夜电影免费观看|
伊人成人在线观看视频|
国产美女激情视频|
黑人巨大精品欧美一区二区久|
91久久国产电影|
亚洲精品一二三四五|
在线观看日本欧美视频网站|
伊人久久激情综合|
高清精品一区二区三区一区|
日本欧美三级高清视频|
久久久国产精品第一区欧美|
亚洲视频欧美国产|
黄色三级国产免费|
亚洲欧美曰韩精品|
国产成人三级在线|
亚洲精品中文字幕视频在线观看
|
国产国拍精品亚洲|
国产一区视频欧美|
一区二区三区亚洲精品|
成人免费观看麻豆|
亚洲一区二区成人精品久久|
国产一级中文字幕|
日韩日本在线观看|
亚洲日本韩国欧美|
国产乱码高清区二区三区在线|
91精品成人国产在线电影|
精品久久自精品国产|
中文成人黄色视频|
久久伊人精品在这里|
亚洲国内激情一区二区三区av|
91国语露脸精品国产|
国产精品永久久久|
亚洲一区二区三区欧美在线观看|
国产91视频在线|
欧美精品高清视频|
欧美性猛交一区二区三区精品|
欧美激情视频在线观看一区二区三区|
国产三级精品三级在中文专区|
日韩精品自拍一区|
欧美色欧美亚洲高清在线|
久久激情中文字幕电影|
亚洲精品熟妇一区二区三区|
国产欧美精品在线播放|
亚洲网站久久久久久|
欧美日本综合视频一区|
国产av国产av|
久久亚洲国产精品日韩av|
国产成人精品亚洲日本|
亚洲日本午夜视频|
日韩人妖精品一区二区av|
亚洲精品久久综合|
日本熟妇一区二区三区在线视频|
欧美一区视频在线观看免费|
成人福利一区二区在线观看|
日本韩国一级大片在线观看|
看日本黄色一级片|
男女午夜做爰高清视频|
亚洲一区二区成人大片|
首播私人影院国产av|
午夜电影在线视频观看|
欧美精品大片一区二区三区正在播放|
日韩一区二区国产精品|
欧美电影国产精品久久|
久久一区二区精品区|
久久久人妻一区二区三区|
亚洲天堂精品在线|
国产欧美精品在线一区二区|
最新91精品老司机在线|
精品精品国产高清毛片|
亚洲人成午夜免电影费观看
|
日韩国产精品免费|
亚洲欧美又粗又长久久久|
亚洲国产精品一区自拍视频|
日本久久久激情视频|
男女xx免费中文字幕一区二区|
欧美xxx视频一区二区三区|
亚洲天堂av在线免费|
国产高清午夜人免费观看精品|
一本久道久久综合久久|
国产亚洲欧美另类专区|
国产精品久久久久久电影|
国产真实乱子伦精品视|
日本精品一区二区三区网站|
亚洲综合色婷婷久久麻豆|
欧美日韩激情黄色|
在线欧美亚洲国产一区二区三区
|
在线观看成年人一级黄色毛片
|
欧美高清视频在线一区二区三区|
亚洲日本道在线观看|
一区二区三区四区欧美乱色|
三上悠亚毛片一区二区三区|
欧美在线高清视频播放免费|
久久久婷婷国产一区二区三区|
国产成人欧美精品久久|
亚洲av激情网站|
国产主播在线一区二区|
亚洲成a人在线播放www|
日韩精品av一区二区三区四区蜜桃|
久久精品一区二区三区最新章节|
91九色精品国产免费|
欧美自拍亚洲二区|
日韩在线诱惑一区二区三区|
久久精品国产亚洲av香蕉|
成人在线免费午夜|
亚洲国产剧情一区在线观看|
国产九九视频一区二区三区|
色精品视频在线观看|
婷婷免费成人在线观看|
亚洲av成人第一第二第三区|
免费欧美黄色一区二区|
久久亚洲精品中文字幕蜜|
精品久久自精品国产|
91欧美日韩亚洲|
国产精品一区二区三区无|
久久午夜精品成人|
日韩精品人妻一区二区中文|
成人黄色一级视频|
亚洲一区二区三区四区在线视频|
国产午夜精品福利亚洲综合网|
欧美精品综合在线播放|
亚洲国产欧美日韩人成|
亚洲精品视频日本|
欧美午夜免费看片|
激情丁香开心久久综合|
日本亚洲精品一区|
成人黄色片在线免费看|
国产亚洲欧美日韩亚洲中文色|
国产网红黑料吃瓜网站|
欧美日韩综合久久久|
欧美综合网欧美色妞网|
日韩精品中文字幕久久臀|
亚洲第一成人国产一区|
亚洲高清成人在线免费观看|
日韩成人伦理电影在线|
欧美特欧美特级一片|
91精品国产综合久久香蕉|
国产激情av在线|
中文字幕乱码亚洲精品一区|
日韩中文字幕免费观看一区|
国产乱一乱二乱三|
91精品国产乱码久久桃|
久久国产精品视频免费播放
|
午夜av在线免费电影|
欧美色综合高清免费|
国产在线精品一区二区在线观看
|
美国黄色在线一级片高清完整版
|
亚洲天堂电影精品成人|
免费国产影视观看网站入口|
亚洲高清无在码在线无弹窗|
欧美乱码一区二区在线|
日本欧美一区二区三区视频麻豆
|
黄色三级国产免费|
国产精品伦一区二区三区视频
|
亚洲福利视频在线观看|
日本高清在线播放一区|
av香蕉久久精品日日躁夜夜躁
|
一区二区三区久久久蜜桃|
91九色国产社区在线观看|
国产成人91成人精品看片|
国产岛国av在线播放|
看久久久久久毛片|
欧美激情偷拍清纯二区在线观看|
国产日产精品一区二区三区|
午夜日韩久久影院|
国产乱码精品一区二区三|
国产日韩欧美一区二区三区四区|
欧美日韩国产电影一区二区|
亚洲国产日韩精品一区二区三区|
欧美精品无需播放器在线观看|
亚洲人成人亚洲人成在线观看|
亚洲91精品电影|
亚洲精品国产精品日韩精品|
日韩欧美国产综合久久|
欧美日韩在线中文字幕一区二区|
国产一区视频欧美|
欧美日韩国产午夜视频|
日韩av中文字幕在线|
九九久久婷婷国产|
免费午夜影片在线观看影院|
日韩三级毛片在线播放|
国产在线播放成人免费|
精品国产一区二区欧美|
日本久久久久久中文字幕|
午夜性视频国产牛牛视频|
91久久久国产精品福利|
中文字幕精品亚洲|
国产日韩亚洲欧美网暴制服|
看一级黄色片毛片|
黑人巨大精品欧美一区二区久|
欧美日韩精品一级在线观看|
日本韩国精品极品在线观看|
国产精品经典三级成人国产|
国产成人91色精品免费看片
|
国产精品另类专区|
欧美三级精品一区二区三区|
秋霞撸丝成人av电影大香蕉久久|
日本女人一区二区|
午夜婷婷一区二区三区|
亚洲日本在线观看欧美|
在线观看日本欧美国产|
欧美成人一区二区三区在线视频|
欧美日韩精品一区二区三区五月天|
欧美一级一级做性视频|
国产91亚洲精品久久久久|
亚洲欧美国产日产|
亚洲影院午夜福利|
伊人久久大线蕉香港三级|
丁香婷婷亚洲精品国产区|
久久精品熟女亚洲av色|
欧美国产日韩三级在线观看|
黄色一级二级三级欧美|
久久影视网电视剧全集免费观看|
国产一级一级一级国产片|
日韩熟女一区二区精品视频|
亚洲欧美国产日产|
亚洲天堂网一区二区三区四区
|
欧美日国产一区二区三区|
久久久久久天天夜夜天天|
91麻豆精品国产片在线观看
|
中文字幕日韩精品欧美一区|
日韩欧美亚洲一区二区一|
亚洲欧美特黄免费一区|
亚洲精品每日在线观看|
日韩午夜精品在线观看|
久久综合九色综合8888|
夜夜嗨av国产精品|
欧美色网在线观看|
国产精品免费精品自在线观看|
亚洲一区二区精品成人|
成人午夜精品网站在线观看|
亚洲精品福利电影网|
日本欧美久久久久久|
日韩欧美三级自拍|
日本高清中文一区|
亚洲综合色婷婷久久麻豆|
国产毛片一区二区三区毛片|
国产日韩欧美一二三级|
麻豆精品久久久久久久久|
日本三级免费观看精品久久久|
精品污视频一区二区在线观看|
日本一区二区精品视频冫|
久久一本精品国产亚洲av麻豆|
成人午夜精品视频在线观看|
人妻久久久久av免费看|
一级做a爰片久久毛片唾|
亚洲欧美中文日韩国产大秀视频|
欧美亚洲丁香婷婷一区二区|
日韩在线高清毛片|
最新国产精品久久久久久亚洲av|
国产精品自产一区二区在线观看|
亚洲欧美少妇日韩一区|
日韩欧美视频一区二区三区|
亚洲国产成人精品青青草原|
青草国产福利视频免费观看|
亚洲综合久久激情|
欧美极度极品另类|
久久亚洲国产精品视频|
成人精品久久频道|
欧美性猛交一区二区三区精品|
亚洲人午夜射精精品|
91麻豆精品国产片在线|
日本欧美亚洲三级官网|
国产蜜臀av在线一区二区三区
|
日本亚洲中文字幕|
av成人精品一区二区三区|
欧美精品无需播放器在线观看|
日韩日本在线观看|
国产一级一区二区三区在线播放|
国产精品欧美精品|
激情文学首页综合网|
国产成年人一区二区三区|
国产亚洲精品亚洲精品久久久久久|
亚洲国产欧美日韩在线观看第一区
|
欧美一级精品久久狠狠|
人人妻人人澡人人爽人爽日本片|
国产精品亚洲综合在线观看|
国产午夜福利视频免费观看|
国产伦精品一区二区三区毛
|
日朝欧美亚洲精品|
国产成人一区二区三区电影|
在线观看亚洲电影|
亚洲综合欧美综合|
欧美一级香蕉大片|
国产九九视频一区二区三区
|
亚洲欧美特黄免费一区|
国产激情精品自在久久|
午夜寻花高颜值极品女神|
亚洲依依成人综合网址首页|
午夜精品电影一区二区三区
|
精品国产三级剧情网站|
免费播放一级黄色毛片|
久久精品亚洲精品色婷婷|
最新中文字幕在线播放日韩|
亚洲av二区三区在线观看|
一级片黄片毛片视频电影|
91精品国产一区二区在线看|
看久久久久久中文三区毛片|
日韩在线观看一区二区三区视频|
亚洲欧美日韩一级片在线观看|
国产成人午夜影院|
亚洲成人精品一区二区|
亚洲天堂精品在线|
亚洲高清成人在线免费观看|
日韩欧洲亚洲视频天堂精品|
天堂精品av一区二区三区四区|
黄色毛片网站大全|
国产精品第三页在线看|
亚洲一区二区三区在线观看色|
三级视频在线观看国产|
特黄特级高清免费视频毛片|
成人天堂资源在线观看|
国产一级一级一级国产片|
亚洲精品在线播放视频播放|
在线观看国产亚洲日本|
日韩av私库在线一区二区观看|
日本三级欧美三级人妇英文|
欧美影院久久久久久久|
国产高潮呻吟精品久久久|
午夜福利视频一区二区三区四区|
国产av国产av|
国产午夜精品尤物福利视频|
精品日本一区二区在线视频|
欧美爱爱视频一区二区|
国产欧美在线颜射
|
久久久精品国产亚洲av|
日韩在线精品一区|
国产一区二区高清视频|
亚洲精品高清一区二区三区四区|
伊人色综合久久天天五月婷|
成年人色片精品一区二区|
午夜久久久精品视频|
91久久久国产精品福利|
久久久日韩精品一区二区三区|
亚洲日本韩国一区在线|
日韩精品av一区二区三区四区蜜桃
|
欧美日韩国产区在线|
国产欧美成人综合影视|
欧美超乳巨大肥奶|
一区二区三区四区精品视频|
午夜影视精品一区二区三区|
亚洲专区欧美专区在线|
日韩在线观看免费完整版视频|
亚洲免费永久精品|
亚洲成人av91|
日本美女午夜福利影片
|
91久久综合精品国产|
久久丝袜人妻一区二区二区|
国产成人午夜一区二区三区
|
日韩欧美中文字幕一区二区三区|
亚洲欧洲国产日韩|
午夜一区二区三区电影|
国产成人麻豆精品午夜福利在线
|
成人综合久久精品|
欧美日韩国产精品酒店|
日韩一区二区在线看|
精品日本一区二区三区视频|
自拍亚洲欧美日韩国产另类
|
亚洲欧美日本在线|
欧美白乳精品一区在线电影|
亚洲人成网线在线播放|
欧美在线观看一区视频|
欧美色碰碰碰免费观看长视频|
国产在线视频欧美一系列|
午夜视频在线观看日本|
视频国产欧美一区二区|
午夜电影福利在线观看|
波多野结衣亚洲一区二区三区|
久久久久久人妻精品系列|
日韩制服丝袜av在线播放|
日韩一区二区三区四区电影在线观看|
成人在线观看视频毛片|
日本一区二区精品视频冫|
亚洲午夜影院在线观看视频|
日本三级免费观看精品久久久|
91精品一区二区三区在线|
欧美手机福利看片|
国产欧美自拍在线|
日韩欧美一区二区免费毛片|
日本韩国一级黄色片|
久久一区二区精品区|
日本欧美亚洲高清在线观看|
欧美精品在线播放一区二区|
欧美久久一级特黄毛片|
久久伊人精品在这里|
国产一区二区三区四区毛片|
久久久一区二区三区精品毛片|
国产二区一区在线观看|
国产一区二区三区四区毛片|
亚洲精品在线观看一区二区|
欧美日韩精品一区二区三区色|
欧美午夜视频久久久|
欧美性夜夜春夜夜爽|
av精选在线观看精品|
国产无圣光高清一区二区|
日韩欧美国产免费看|
亚洲永久免费网站|
亚洲一区二区成人大片|
午夜精品亚洲福利|
一区二区三区久久久蜜桃|
亚洲精品国产成人久久久|
亚洲欧美成人综合专区|
亚洲精品成人在线免费观看|
亚洲欧美一区二区色|
午夜激情视频在线观看麻豆
|
亚洲欧美洲成人一区二区三区|
中文字幕在线欧美|
亚洲国产成人精品青青草原|
欧美精品中文字幕手机免费视频|
午夜福利网站国产在线观看|
黄色毛片视频在线免费|
国内免费精品永久在线视频|
国产午夜福利电影在线观看|
国产欧美日韩精品观看|
91麻豆精品国产91久久久久久久|
欧美日韩成人精品久久久免费看|
日韩精品一区二区三区熟女人妻|
国产目拍亚洲精品一区二区三区|
日韩亚洲欧美综合在线|
欧美人妻综合一区二区三久久|
亚洲精品美女久久久|
欧美色综合精品一区二区|
亚洲在线精品国产|
午夜激情免费在线播放|
深夜视频在线免费观看一区|
久久伊人国产av|
亚洲视频日韩电影|
亚洲欧美又粗又长久久久|
成人污网站在线观看|
精品无人区一区二区三|
欧美另类视频在线播放|
亚洲同性一区二区三区在线播放|
国产精品快色av一区二区|
在线观看视频日韩一区二区三区|
国产精品一在线观看|
国产精品人人视频|
加勒比在线视频日本欧美|
亚洲欧美日韩在线一区二|
在线观看欧美日韩亚洲|
欧洲亚洲精品播放在线|
欧美精品久久一二三区|
99精品久久久中文字幕|
黄色视频免费在线观看毛片|
国产欧美一级二级三级在线视频|
国产成人精品日本动漫电影|
91欧美综合在线观看|
色婷婷精品免费视频|
亚洲精品成人一区二|
亚洲av夜夜欢一区二区三|
午夜少妇精品毛片久久久久久|
欧美成人精品三级网站在线观看|
亚洲一区二区三区精品网|
日韩欧美美女在线视频|
国产日产欧美成人|
在线精品国产亚洲av日韩|
精品中文字幕久久久久人妻
|
欧美在线播放一区综合|
日本电影免费久久精品|
韩国欧美日本一本|
国产av网站一区二区三区|
久久在线观看免费视频|
日本欧美一区二区|
国产美女作爱视频|
性欧美一区二区三区|
黄色毛片视频播放器|
亚洲精品成人一区二区三区|
一区二区在线激情|
亚洲伦理国产一国产二|
日韩av黄色影院|
国产剧情av中文|
成年人视频午夜在线播放|
国产精品亚洲美女av网站|
亚洲综合伊人久久综合|
国产精品一区一区在线观看|
在线观看91精品国产麻豆|
国产精品久久第一二三区|
欧美日韩国产成人高清视|
日本欧洲久久精品视频|
日韩在线欧美专区|
亚洲乱熟女综合一区二区三区|
亚洲国产第一91|
欧美日韩视频免费|
中文字幕日韩精品视频一区|
亚洲欧洲日本综合在线|
国产一区二区三区av网站|
日本产亚洲人成人|
国产原创视频在线|
国产高清自拍亚洲欧美|
日本欧洲亚洲一区在线观看|
中文字幕一区二区视频在线|
亚洲精品免费黄色|
日韩欧美精品一区二区三区四区|
亚洲国产日产韩国欧美综合|
一区二区三区性久久|
九九热九九这里只有精品|
亚洲国产精品久久久久夜色|
综合亚洲欧美日韩二区|
久久精品一区二区三区福利网|
中文成人黄色视频|
亚洲精品综合欧美网在线|
91一区二区精品国产乱|
国产亚洲精品亚洲精品久久久久久|
国产欧美制服丝袜|
日韩精品一区二区视频在线|
精品久久综合视频|
欧美丝袜亚洲国产日韩|
国产中文在线观看视频|
亚洲av网址在线|
国产一级一级一级国产片|
一级欧美日韩在线|
免费国产在线精品一区|
日本一区二区三区黄视频|
欧美在线观看一区视频|
日韩美女人体视频免费播放|
国产在线天堂播放|
在线看中文字幕国产|
日本精品一区二区三区网站|
国产中文av一区二区三区|
欧美国产三区二区|
狠狠久久欧美精品|
欧美丝袜亚洲国产日韩|
亚洲国产日韩欧美在线观看|
日韩欧美三级自拍|
在线播放日韩欧美|
成人精品久久频道|
国产一区二区三区av观看|
亚洲中文字幕人妻一区二区三区|
欧美日国产一区二区三区|
亚洲av高潮潮喷久久天堂动漫|
九色精品视频在线观看|
一区二区三区四区精品视频|
av网站在线观看亚洲国产|
日韩一区二区激情在线电影|
精品国产乱码久久久久久芒果|
国产综合精品一区|
日本人妻交换一区二区三区|
亚洲最新一级毛片|
亚洲精品成人一区二|
青草国产福利视频免费观看|
韩国三级在线国产|
日本免费不卡中文字幕视频|
在线播放亚洲精品一区二区|
日韩在线观看视频中文字幕一区二区三区
|
欧美日韩国产成人在线91|
麻豆精品久久久久久久久|
国产精品一区二区三区污|
国产中文欧美日韩在线观看|
中文字幕一级黄色片|
国产精品亚洲а∨天堂2021
|
亚洲熟女精品毛片|
亚洲欧美一区二区色|
日韩欧美伊人久久大香|
精品精品国产高清毛片|
久久久久亚洲女同一区暖暖|
亚洲欧美日韩中文字幕二区|
亚洲高清精品一区二区三区
|
国产综合视频在线播放|
成人福利网址永久在线观看
|
亚洲欧美一区二区三区孕妇|
国产欧美在线一区|
婷婷精品在线播放|
男女xx免费中文字幕一区二区|
久久亚洲国产精品视频|
国内国产精品久久久久|
亚洲国产精品久久久毛片|
国产麻豆亚洲精品专|
青草国产精品久久久久久|
日本一区二区在线视频
|
国产成人av三级在线观|
久久视频在线免费观看|
秋霞午夜福利影院|
国产欧美日韩麻豆91|
一区二区三区欧美高清|
亚洲福利视频在线观看|
在线观看激情视频国产|
日韩国产精品久久人人|
午夜日韩精品电影|
亚洲av日韩精品久久国产|
一级爱做片免费观看久久|
最新中文字幕在线播放日韩|
精品成人乱色一区二区中文字幕|
伊人国产福利一区二区三区|
日韩人妻少妇精品三区五区视频|
国产精品自拍激情在线观看|
人妻中文字幕一区二区6|
在线看日本吃奶孕交|
日韩成人在线大片|
精品国产亚洲av无人区二区|
国产精品成人在线免费观看|
免费毛片视频观看高清在线|
日本一区二区欧美亚洲国产|
麻豆国产美女在线观看|
国产香蕉视频在线观看|
狠狠综合久久av一区二区|
国产亚洲情侣在线|
欧美亚洲综合一区二区三区|
久久爱台湾佬中文娱乐|
欧美伊人影院在线观看|
日韩欧美国产精品白浆高潮|
免费羞羞漫画成人漫画观看|
国产一区二区精品尤物|
亚洲综合国产精品麻豆|
日韩亚洲欧美中文字幕影音先|
国产精品免费福利久久|
欧美一级永久免费毛片在线|
日本欧美亚洲高清在线观看|
av天堂成人官网在线观看|
午夜无毛在线观看|
日韩国产精品免费人成视频|
国产精品日韩一区二区免费视频|
久久夜精品国产噜噜亚洲av高|
麻豆免费网站视频|
视频福利在线一区|
久久免费在线视频|
日本人妻一区二区三区在线|
亚洲成人精品一区在线|
日本成日本片人免费|
亚洲精品高清成人|